Сварочный полуавтомат как варить без газа
Как варить полуавтоматом без газа: правила которые следует соблюдать
Содержание
У многих начинающих сварщиков возникает много вопросов по сварке полуавтоматом. Особенно если дело касается того, как варить полуавтоматом без газа. Что, защитный газ СО2 или гелий не нужен? Действительно, такой способ сварки существует, и применяется некоторыми сварщиками.
Существует много способов сварки и у каждого есть свои плюсы и минусы. Тут главное понять то, что под каждую работу следует не только подбирать оборудование, но и материалы.
Например, у полуавтоматической сварки сплошной проволокой есть недостаток. Защитный газ, который используется при работе, на открытом воздухе будет не эффективно защищать расплавленный металл шва. Это приведёт к появлению дефектов в сварном шве.
К счастью, есть способ, который позволяет обойти эту проблему, не используя защитный газ. Поэтому ниже вы узнаете, как варить полуавтоматом без газа и что для этого нужно.
Для выполнения таких работ потребуется порошковая проволока. Такая проволока представляет собой трубку наполненную специальным флюсом. При сгорании этот флюс образует защитное облако. Это облако защищает сварной шов от воздействия окружающей среды. Поэтому о том как варить проволокой без газа, я расскажу немного ниже. О том как выбрать порошковую проволоку уже рассказывалось в этой статье.
Прежде чем начать варить проволокой без газа нужно сделать следующее:
- Подготовить поверхность изделия к сварке;
- Выбрать проволоку и установить её в подающий механизм;
- Настроить режимы сварки: силу тока, скорость подачи проволоки;
- Установить правильную полярность.
А теперь подробно поговорим о том, как варить проволокой без газа.
Для начала нужно зачистить поверхность изделия от загрязнений. Если это масляные пятна, то с помощью уайт-спирита нужно их удалить. Ржавчину предстоит удалять металлической щёткой. Если необходимо можно применить УШМ.
После того как проволока выбрана, её нужно установить её в подающий механизм полуавтомата. Так как она поставляется в бобинах, сделать это очень просто. Установите бобину в полуавтомат. Далее нужно размотать свободный конец проволоки и продеть его через направляющие ролики.
Так как она поставляется в бобинах, сделать это очень просто. Установите бобину в полуавтомат. Далее нужно размотать свободный конец проволоки и продеть его через направляющие ролики.
Заранее позаботьтесь о том, чтобы диаметр проволоки и размер канавки в роликах совпадали. Если это не так, то ролики нужно заменить.
После того как проволока продета в ролики, её нужно поджать. Поджимать проволоку нужно плотно, но не сильно. При сильном поджатии проволока может деформироваться. Если поджать слабо, то проволока не будет захватываться роликами, а значит подаваться в зону сварки не будет.
После этого нужно прогнать проволоку по каналу горелки полуавтомата. Для этого нажмите на кнопку и отпустите её после того, как проволока вылезет через токоподводящий наконечник. Чтобы проволока прошла легче, токоподводящий наконечник можно снять.
Следующим этапом нужно выставить режимы сварки. Сила тока должна выставляться в зависимости от толщины свариваемого металла. Тут ещё многое зависит от типа свариваемого металла. Поэтому рекомендуемые режимы сварки можно прочесть на упаковке от катушки с проволокой. Если упаковка отсутствует, тогда режимы можно узнать из таблицы, которая наклеена на внутренней поверхности крышки инвертора.
Тут ещё многое зависит от типа свариваемого металла. Поэтому рекомендуемые режимы сварки можно прочесть на упаковке от катушки с проволокой. Если упаковка отсутствует, тогда режимы можно узнать из таблицы, которая наклеена на внутренней поверхности крышки инвертора.
Сварка порошковой проволокой должна производится на прямой полярности. Это значит то, что к «плюсу» подсоединяется изделие, а к «минусу» — сама горелка. Можно подсоединится и обратно, но это ухудшит качество проплавления металла.
Прежде чем приступить к варке, для начала нужно выполнить пробную сварку на куске заготовки. При необходимости откорректировать режимы. Когда всё работает верно, можно приступать непосредственно к самой сварке.
Варить проволокой без газа также просто, как в среде защитного газа. Перед тем как зажечь дугу, горелку следует слегка наклонить вперёд. Дуга зажигается нажатием на кнопку, которая расположена на горелке. Она же приводит в движение бобину с проволокой.
Вести горелку нужно вдоль свариваемого участка. Движения должны быть плавными, без рывков. Сварной шов должен формироваться ровными валиками. При быстрой скорости сварки, валики становятся растянутыми, а проплавление шва будет неполным.
Движения должны быть плавными, без рывков. Сварной шов должен формироваться ровными валиками. При быстрой скорости сварки, валики становятся растянутыми, а проплавление шва будет неполным.
Можно в процессе сварки производить колебательные движения горелкой. Таким образом можно увеличить площадь наплавляемого шва. Такие движения могут быть как круговыми, так и «ёлочкой».
Для выполнения сварки многопроходных швов проволокой без газа, каждый шов необходимо зачищать. Для этого перед выполнением следующего прохода, шов очищается от брызг и шлака металлической щёткой.
Можно ли варить полуавтоматом без газа
Одной из особенностью полуавтоматической сварки MIG является то, что она способна обеспечить превосходное качество сварки. Ею легко варить и она имеет очень высокую производительность. Однако у полуавтоматической сварки MIG есть один недостаток – её нужен защитный газ. Тем самым её мобильность ухудшается, а работать на открытом воздухе становится невозможно. Поэтому у многих сварщиков возникает один вопрос: можно ли варит полуавтоматом без газа. Что для этого нужно?
Поэтому у многих сварщиков возникает один вопрос: можно ли варит полуавтоматом без газа. Что для этого нужно?
Однозначно ответ один: можно варить полуавтоматом без газа, но для этого нужна порошковая проволока. Состав флюса, который содержится в проволоке, позволяет выполнять сварочные работы без защитного газа. Для этого достаточно приобрести такую проволоку и сварочный полуавтомат готов к работе.
Единственное что может остановит сварщика выполнять работы полуавтоматом без газа – это высокая стоимость порошковой проволоки. Проволока сплошного сечения в несколько раз дешевле стоит, чем порошковая.
Ещё стоит не забывать то, что качество сварного шва выполненного порошковой проволокой будет гораздо хуже, чем проволокой сплошного сечения. Поэтому можно варить полуавтоматом без газа, но нужно быть готовым к некоторым «неудобствам».
Преимущества и недостатки сварки полуавтоматом без газа
К преимуществам сварки полуавтоматом без газа можно отнести следующее:
- Большая производительность из-за полуавтоматического способа подачи проволоки;
- Мобильность сварочного оборудования.
 Не нужно перемещать газовый баллон;
Не нужно перемещать газовый баллон; - Нет растрат на фитинги, манометры, редуктора и газовые рукава;
- Возможно выполнять сварку на открытом воздухе.
К недостаткам сварки полуавтоматом без газа можно отнести следующее:
- Низкое качество сварочного шва. По сравнению с использованием защитных газов, шов получается намного хуже.
- Часто проволока переламывается из-за своей хрупкость.
- Большое разбрызгивание металла. Полуавтоматическая сварка и так «славится» большим разбрызгиванием. При использовании такой проволоки, разбрызгивание становится ещё больше.
- Образование шлака на поверхности шва. Перед каждым новым проходом, шов нужно очищать.
- Высокая стоимость порошковой проволоки.
Как варить полуавтоматом без газа порошковой проволокой, видео
Сваривание деталей полуавтоматом без газа уже не является чем-то из ряда вон выходящим. Более того, технология стала доступной не только для избранных специалистов, но и для всех без исключения любителей.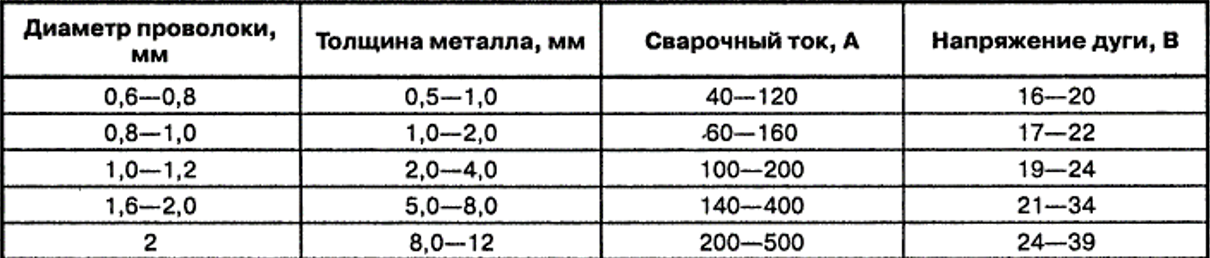 В торговой сети представлен широкий выбор соответствующего оборудования и оснастки. Популярность метода обусловлена простотой его применения и высоким качеством конечного результата.
В торговой сети представлен широкий выбор соответствующего оборудования и оснастки. Популярность метода обусловлена простотой его применения и высоким качеством конечного результата.
Сварка полуавтоматом по сравнению с электродуговой имеет важные преимущества. С ее помощью шов получается более качественным, а закрыть за один проход длинный стык - это уже не проблема. Плюс к этому оборудование отлично справляется с задачами сваривания листовых материалов толщиной 1,5 мм и меньше.
Наряду с приличным перечнем достоинств полуавтоматический сварочный аппарат имеет и недостаток. Он заключается в необходимости защитной среды, которая формируется специальным газом. Поэтому приходится тащить увесистые баллоны, что тяжело и очень неудобно. Есть выход. Можно избавиться от тяжелой ноши и заваривать стыки только одной лишь проволокой. Но не простой, а специальной - порошковой. Она еще называется флюсовой. О том, как варить полуавтоматом без газа, читайте в материале дальше.
СОДЕРЖАНИЕ
- Особенности сварки без газа
- Как варить полуавтоматом без газа порошковой (флюсовой) проволокой
- Особенности порошковой проволоки
- Видео: Как правильно варить полуавтоматом без газа
Особенности сварки без газа
Как работать с электродуговой сваркой, знают не только специалисты, но и любознательные люди со стороны. По крайней мере многие видели, что к рабочей платформе присоединяется провод, в держатель вставляется электрод и далее цепь замыкается, генерируя дугу. С аппаратами для полуавтоматической сварки дела обстоят несколько иначе. Электрод здесь заменяет проволока, которая во время сварки окутывается защитным газом.
По крайней мере многие видели, что к рабочей платформе присоединяется провод, в держатель вставляется электрод и далее цепь замыкается, генерируя дугу. С аппаратами для полуавтоматической сварки дела обстоят несколько иначе. Электрод здесь заменяет проволока, которая во время сварки окутывается защитным газом.
Для улучшения качества и увеличения скорости работ, вы всегда можете воcпользоваться нашими верстаками собственного производства от компании VTM.
Газовая среда необходима для того, чтобы защитить расплавленный металл от окисления. В окружающем воздухе много паров влаги и других активных элементов, которые будут взаимодействовать с расплавом. Подаваемый в рабочую зону газ вытесняет атмосферный, создавая тем самым защитную среду. Это и есть слабое место полуавтоматической сварки. Для ее работы нужен газ, который не всегда есть под рукой. И что делать, если баллона нет? Ответ прост: можно воспользоваться проволокой с флюсом внутри.
Читайте также: Сварка полуавтоматом для начинающих
Как варить полуавтоматом без газа порошковой (флюсовой) проволокой
Порошковая проволока предназначена для того, чтобы дать возможность работать без использования баллонного газа. Внутри такой проволоки есть полость, которая наполняется флюсом. Когда пруток плавится, он освобождает содержимое и порошок попадает в зону высокой температуры. Он начинает плавиться и при этом выделяет газ, который и формирует защитную среду.
Внутри такой проволоки есть полость, которая наполняется флюсом. Когда пруток плавится, он освобождает содержимое и порошок попадает в зону высокой температуры. Он начинает плавиться и при этом выделяет газ, который и формирует защитную среду.
Порошок можно назвать тем же самым защитным газом или электродной обмазкой. В любом случае их роли идентичны: обеспечение защитной среды для сварочной ванны. В состав порошка включен рутил и флюорит. Более точный состав можно узнать на этикетке или сопроводительной документации.
Вот и получается, что выполняется сварка флюсовой проволокой без газа. Точнее без баллонов - громоздких и тяжелых. Благодаря этому оборудование можно использовать в сложных и труднодоступных местах: в узких проходах, тоннелях; на высоте и т.д. Если нет возможности доставить туда баллон, то делать это вовсе не обязательно.
Особенности порошковой проволоки
На рынке представлена присадочная проволока разных диаметров, начиная от 0,8 мм. Наибольшая толщина расходного материала составляет 2,4 миллиметра. Широкий ассортимент проволоки значительно расширяет возможности сварки. Полуавтомат работает с металлами разной толщины: начиная от тонких листов и заканчивая заготовками толщиной в сантиметр.
Широкий ассортимент проволоки значительно расширяет возможности сварки. Полуавтомат работает с металлами разной толщины: начиная от тонких листов и заканчивая заготовками толщиной в сантиметр.
Полуавтоматом с присадочной проволокой можно варить как оцинкованное железо, так и углеродистую сталь или нержавейку. Важно учитывать при выборе расходного материала состав порошка. От этого зависит конечный результат всей работы.
Как правильно варить полуавтоматом без газа
Оцените, пожалуйста, статью
12345
Всего оценок: 106, Средняя: 2
2
5
1
106
Как правильно варить полуавтомат? Как приготовить полуавтомат без газа?
Сварочные работы являются одним из важнейших этапов как промышленного производства, так и малого бизнеса. Не стоит также забывать об их важности в аспекте даже банального приусадебного участка. Во всех этих случаях качество сварки часто зависит не только от эксплуатационной надежности готового изделия, но и от безопасности людей, которые его используют.
Во всех этих случаях качество сварки часто зависит не только от эксплуатационной надежности готового изделия, но и от безопасности людей, которые его используют.
Особо надежная и качественная сварка сварочными полуавтоматами, выполняемая в среде инертных газов. Вы умеете готовить полуавтомат? Сегодня мы поговорим об этом.
Общие понятия
В целом этот процесс является одной из многих разновидностей классической дуговой сварки. Поскольку его сопротивление значительно выше, чем у электрода, большая часть энергии выделяется в околодуговое пространство, оплавляя свариваемую поверхность и сам электрод, в результате чего образуется так называемая сварочная ванна.
После остывания и кристаллизации соединения формируется сварной шов, который на данном этапе развития технологии считается наиболее надежным способом соединения металлических деталей.
Основные принципы полуавтоматической сварки
В отличие от классической дуговой сварки, в рассматриваемом нами процессе первостепенное значение имеют две вещи: электрод (свариваемая проволока) и инертный газ, защищающий свариваемую ванну. Прежде чем варить полуавтомат, очень желательно купить последний в достаточном количестве.
Прежде чем варить полуавтомат, очень желательно купить последний в достаточном количестве.
Последнее обстоятельство чрезвычайно важно. Дело в том, что сварной шов всеми доступными способами стараются уберечь от взаимодействия с кислородом окружающей среды в процессе работы: во-первых, иначе образуется много окалины, и поверхность стыка становится далекой от идеальной. Во-вторых, в металле шва появляется огромное количество оксидов, которые очень негативно сказываются на качестве готового соединения. Именно поэтому аргон и углекислота широко используются в сварочном производстве.
Схематическое описание процесса сварки
Чтобы научиться варить полуавтомат, необходимо обязательно представлять себе основные принципы его работы.
При сварке электрод (проволока) проходит через сопло горелки, где расплавляется за счет высокой температуры дуги. Поскольку сварочная проволока подается непрерывно, можно добиться постоянного качества и скорости процесса. Направление и скорость выбираются вручную.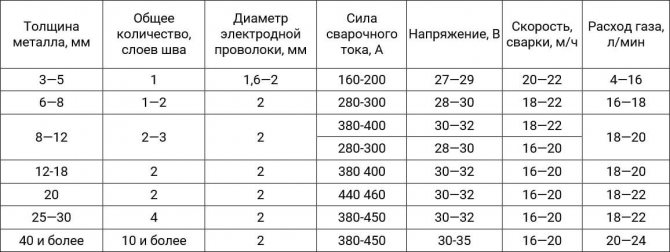 Следить за непрерывностью подачи электрода необходимо и сварщику. В международной классификации этот процесс обозначается как GMAW (газовая дуговая сварка). Различают сварку в инертном или активном газе.
Следить за непрерывностью подачи электрода необходимо и сварщику. В международной классификации этот процесс обозначается как GMAW (газовая дуговая сварка). Различают сварку в инертном или активном газе.
Последний применяется в тех случаях, когда свойства металла не позволяют добиться каких-либо особых характеристик сварного шва. Вот так варить полуавтомат.
Какое оборудование для этого требуется?
В комплект оборудования должны входить собственно сварочный аппарат, источник сварочного тока, устройство подачи проволоки, а также газовый баллон. Устройства этого типа выпускаются как в переносном исполнении, так и в виде шасси для использования в полевых условиях. Поскольку научиться варить полуавтомат такого типа сложно, к работе допускаются только специалисты, прошедшие необходимый инструктаж.
Какие характеристики типичны для оборудования этого типа?
- Сила тока от 40 до 600 А.
- На самой сварочной дуге напряжение колеблется от 16 до 40 В.

- Скорость скрепляемого участка может достигать 2 см в секунду.
- Для разных целей и материалов применяют проволоку, толщина которой от 0,5 до 3 мм.
- В секунду расходуется от 30 до 250 мм электрода в секунду.
- Расход инертного газа может достигать 60 литров в минуту. Минимальное значение – расход три литра в минуту.
- Один сварочный баллон вмещает до 100 литров инертного или активного газа.
Предпочтительные типы питателей
Сварочные полуавтоматы во многом различаются устройством механизма подачи электродной сварочной проволоки, поэтому на этом моменте необходимо остановиться подробнее. В наиболее распространенном варианте используется нажимной тип: он значительно упрощает конструкцию горелки, но в этом случае длина шланга подачи газа ограничивается максимум тремя метрами. Лучше использовать тянущую конструкцию: длина шланга в этом случае может достигать 20 метров.
Перед покупкой сварочного аппарата следует обратить пристальное внимание на горелку. Так как форсунка является элементом, который изнашивается едва ли не быстрее всех, то и производить его нужно максимально качественно. Обратите внимание, что во время сварки необходимо постоянно очищать его от налипших кусочков окалины. Очень внимательно нужно следить за состоянием наконечника, так как в случае повреждения качество сварки резко падает.
Так как форсунка является элементом, который изнашивается едва ли не быстрее всех, то и производить его нужно максимально качественно. Обратите внимание, что во время сварки необходимо постоянно очищать его от налипших кусочков окалины. Очень внимательно нужно следить за состоянием наконечника, так как в случае повреждения качество сварки резко падает.
Важно! Прежде чем варить полуавтомат из нержавейки, купите сменные комплекты. От нержавеющей стали уходит много проволоки и инертного газа. Для его сварки требуется мощная электрическая дуга, металл сильно нагревается, сопло быстро изнашивается.
Какие материалы я должен использовать в своей работе?
Как мы уже говорили, можно использовать проволоку толщиной от 0,5 до 3 мм. Чем он тоньше, тем лучше горение дуги, тем глубже проплавление свариваемого материала. Учтите, что можно использовать электрод толще 3 мм, но на каждый «лишний» миллиметр должно приходиться 100 дополнительных ампер.
Инертные газы могут применяться как в чистом виде, так и в смесях. Средний расход газа легко рассчитать, зная среднюю скорость обрабатываемого участка и удельный расход расходных материалов, которые можно узнать из справочников для специалистов-сварщиков.
Средний расход газа легко рассчитать, зная среднюю скорость обрабатываемого участка и удельный расход расходных материалов, которые можно узнать из справочников для специалистов-сварщиков.
Немного о силе тока и напряжении
Конечно, сила тока зависит от толщины свариваемого материала, а также от диаметра используемой проволоки. Чем больше толщина, тем меньше глубина проникновения материала и общая производительность работы. Чем выше напряжение, тем глубже проплавление металла. Но надо помнить, что в этом случае увеличивается объем сжигаемого материала и окалины, сильно увеличивается ширина шва. Напряжение устанавливается в соответствии с током. Подробности можно найти в инструкции к сварочному аппарату.
Скорость подачи электрода определяется исходя из характеристик материала и требуемой прочности сварного шва. Время сварки зависит как от толщины соединяемого материала, так и от предполагаемой ширины шва. Поэтому на высокой скорости настоятельно рекомендуется делать только узкие швы, так как при широких швах получится отвратительное качество артикуляции и большое количество масштаба.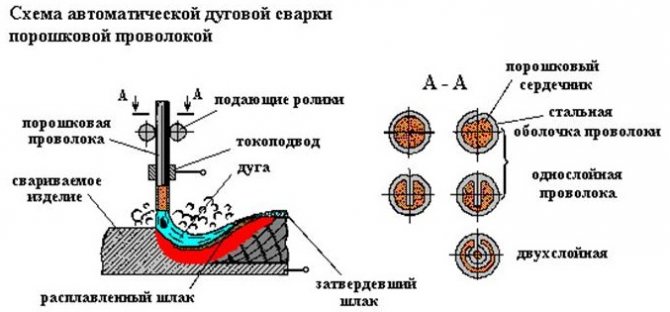
О расходе газа
Чем толще проволока, тем больше инертного газа используется для защиты поверхности свариваемого материала. Снизить расход можно, плотно прижав сопло горелки к рабочей поверхности, или банально уменьшив скорость сварки деталей. Внимание! Если переборщить со скоростью (увеличив ее ради роста производительности), наконечник сопла может выйти за пределы сварочной ванны, подвергаясь ускоренному окислению и отрыву от нее.
Правильная работа с электродами
Стабильность процесса сварки в значительной степени зависит от выхода и расхода электродной проволоки. Чем больше вылет, тем менее стабильной становится дуга. Кроме того, в этом случае в шкалу уходит огромное количество материала. Во многом это связано с тем, что зона сварочной ванны резко сокращается, наконечник и сам материал начинают окисляться ускоренными темпами. Если пролет излишне мал, резко ухудшается видимость при сварке.
Варка алюминия
А как варить алюминий полуавтоматом? Алюминий – металл химически инертен, так как на его поверхности имеется толстая амальгама. Чтобы его сжечь, нужна мощная дуга. В качестве электрода используется тонкая алюминиевая проволока. Необходимо (!) использовать инертный газ, так как при малейшем доступе кислорода амальгама моментально восстанавливается.
Чтобы его сжечь, нужна мощная дуга. В качестве электрода используется тонкая алюминиевая проволока. Необходимо (!) использовать инертный газ, так как при малейшем доступе кислорода амальгама моментально восстанавливается.
Важные рекомендации
Если варите тонкий металл, то шов надо снимать сверху вниз. Шов нужно делать как можно тоньше, так как в этом случае его толщина примерно одинакова с обеих сторон. Если сделать излишне широкую артикуляцию, то вряд ли удастся избежать прогорания материала. Чтобы избежать повреждения материала, мы рекомендуем увеличить скорость сварки при одновременном снижении сварочного тока.
В случае, если вы варите материал на подкладочной основе, следите за тем, чтобы он был максимально плотным. Дело в том, что дуга очень сильно нагревает металл, в результате чего его листы небольшой толщины начинают сильно прогибаться из-за температурной деформации. Чтобы уменьшить проявление этого физического эффекта, отогните стыки в сторону облицовки.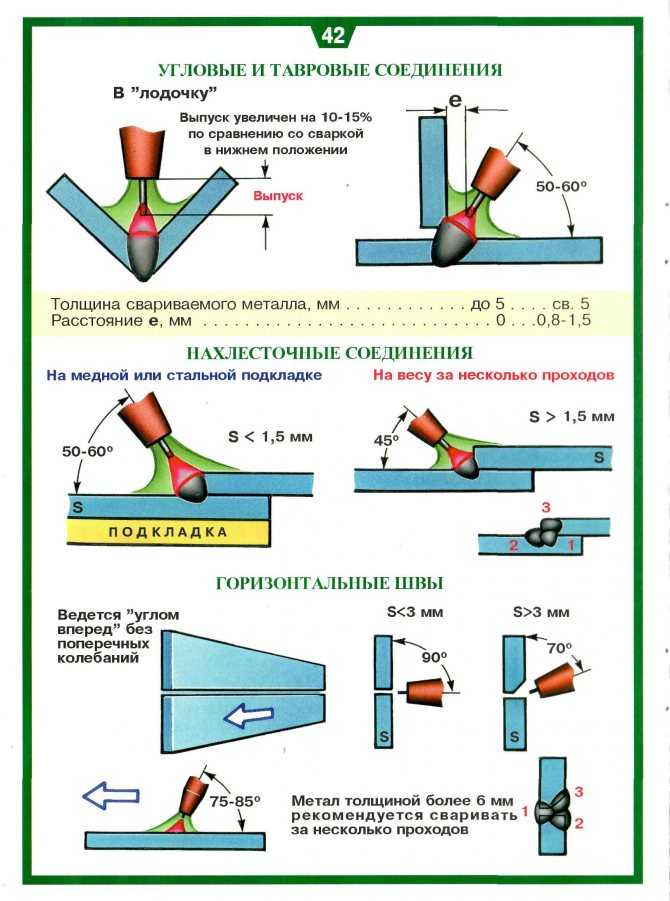 Так как правильно приготовить полуавтоматы таким способом бывает сложно, перед работой сделайте несколько пробных стыков.
Так как правильно приготовить полуавтоматы таким способом бывает сложно, перед работой сделайте несколько пробных стыков.
При толщине свариваемого металла более 1,5 мм советуем работать на весу. Настоятельно рекомендуется размещать электрод в вертикальном положении, направляя его точно на ванну. Сваривая металл толщиной от 1,3 до 2 миллиметров, подбирайте режимы так, чтобы шов был максимально за один проход. Перед тем, как правильно сварить полуавтомат, обязательно подгоните детали друг к другу, пометьте лицевую сторону работы: корпус легко портится, поэтому работать нужно очень аккуратно.
Если зазоры между плохо подогнанными деталями слишком велики, рекомендуем сделать следующее: также проводить сварку сверху вниз, проводить эксперименты с колебаниями мощности, и время от времени прекращать работу, давая шанс готовым участкам чтобы стать сильнее. Напомню еще раз: прежде чем правильно сварить полуавтомат, желательно подогнать детали друг к другу. Вы потратите совсем немного времени, но процесс сварки пойдет намного быстрее.
Варим металл без применения инертных газов
Все сказанное справедливо для сварки металлов в среде инертного газа. Но что делать в том случае, если у вас просто нет возможности или средств на покупку баллонов, как приготовить полуавтомат без газа? Специально для этих случаев производители выпускают специальные марки электродной проволоки.
При его изготовлении могут быть использованы две технологии: запрессовка в тонкую металлическую флюсовую трубку или включение ее компонентов непосредственно в металл электрода.
Что хорошего в этом проводе? Все дело в физике: когда электрическая дуга начинает его плавить, вокруг сварной ванны образуется облако тех соединений, которые входят в состав флюса. Таким образом заменяется классический инертный газ, так как сгоревший флюс ненамного хуже защищает свариваемый материал.
Вот как приготовить полуавтомат без газа.
Немного о безопасности
Наша статья была бы неполной, если бы мы не упомянули о требованиях безопасности. Напомним, что при электродуговой сварке требуется создание не менее десятиметровой защитной зоны вокруг места проведения работ. Если расстояние меньше, то присутствующие серьезно рискуют получить сильные ожоги сетчатки. Чтобы узнать больше о конкретных нормах и правилах, вам следует внимательно прочитать руководство к вашему оборудованию.
Напомним, что при электродуговой сварке требуется создание не менее десятиметровой защитной зоны вокруг места проведения работ. Если расстояние меньше, то присутствующие серьезно рискуют получить сильные ожоги сетчатки. Чтобы узнать больше о конкретных нормах и правилах, вам следует внимательно прочитать руководство к вашему оборудованию.
Специалист должен в обязательном порядке пользоваться средствами индивидуальной защиты, а перед началом работы тщательно проверять все имеющееся оборудование. Категорически запрещается начинать сварку, если обнаружена хотя бы одна механическая или электрическая неисправность. Всегда помните, что сварочные работы являются источником повышенной пожароопасности.
Поскольку часто приходится кипятить сварочный аппарат с полуавтоматом в помещении, удалить из рабочей зоны все горючие материалы.
выводы
В заключение необходимо сказать, что качество сварки действительно высокое только при тщательной очистке поверхности деталей от загрязнений и жиров перед проведением работ. Кроме того, большую роль играет правильная настройка оборудования: если переборщить с мощностью, можно прожечь листы железа насквозь. Решите делать работу медленнее – велика вероятность неаккуратных широких швов и появления большого количества накипи.
Кроме того, большую роль играет правильная настройка оборудования: если переборщить с мощностью, можно прожечь листы железа насквозь. Решите делать работу медленнее – велика вероятность неаккуратных широких швов и появления большого количества накипи.
На последнем не только металл самой детали уходит. Как мы уже говорили выше, накипь способствует быстрому износу сопла горелки и других важных деталей сварочного аппарата. Очень важно помнить об этом перед тем, как варить полуавтомат: металл корпуса особой толщиной не отличается, а потому может прогореть насквозь.
MIG, TIG, Arc и многое другое
перейти к содержаниюWeldingMetal
Сварка — это процесс, используемый в производстве на протяжении тысячелетий. Различные виды сварки помогают производителям ковать мечи, строить корабли, мебель и многое другое. Существует множество видов сварки, каждый из которых имеет конкретное практическое применение. Когда вы начнете, вы обнаружите, что некоторые виды сварки легче освоить, в то время как на освоение других процессов могут уйти годы. Различные виды сварки работают внутри помещений, а другие лучше всего применять на открытом воздухе. Читайте дальше, чтобы узнать больше о типах сварки и определить, какой из них лучше всего соответствует вашим потребностям.
Различные виды сварки работают внутри помещений, а другие лучше всего применять на открытом воздухе. Читайте дальше, чтобы узнать больше о типах сварки и определить, какой из них лучше всего соответствует вашим потребностям.
Какие бывают виды сварки?
Существует множество различных видов сварки для различных уровней опыта и областей применения. Вы можете определить, какой тип сварки вам подходит, изучив свой опыт сварки и какие материалы вы хотели бы сваривать. В то время как некоторые типы сварки создают чистые валики и требуют минимальной очистки, другие типы сварных швов создают большие сварные швы, которые требуют очистки от большего количества шлака. Некоторые виды сварки подходят только для черных металлов, другие более универсальны. Мы составили краткий список нескольких распространенных типов сварки, их плюсов и минусов.
| Тип | Плюсы | Минусы |
|---|---|---|
| Сварка МИГ – Дуговая сварка металлическим электродом в среде защитного газа (GMAW) | MIG отлично подходит для быстрой сварки больших и толстых материалов. Это самый удобный вид сварки для начинающих. Это самый удобный вид сварки для начинающих. | Сварные швы MIG не такие точные, прочные и чистые, как сварные швы TIG. Материалы заготовки должны быть полностью очищены от ржавчины или шлака. |
| Сварка ВИГ – Дуговая сварка вольфрамовым электродом в среде защитного газа (GTAW) | TIG обладает высокой точностью и универсальностью, что позволяет вам соединять широкий спектр небольших и тонких материалов. Он отлично подходит для сварки цветных металлов. | Сварке TIGсложнее научиться, что делает ее более медленным процессом с более длительным временем выполнения и более высокими производственными затратами. |
| Сварка стержнем – Дуговая сварка в защитном металле (SMAW) | Ручная сварка очень универсальна, недорога и проста в освоении. Его можно использовать на различных металлических сплавах. | Расходуемые электроды необходимо часто заменять, а шлак необходимо удалять после сварки, что замедляет процесс. |
| Сварка под флюсом – дуговая сварка порошковой проволокой (FCAW) | Сварка под флюсомне использует защитный газ, поэтому ее можно использовать на открытом воздухе и в ветреную погоду. Его также можно использовать на различных металлических сплавах. | Присадочный материал дороже по сравнению с другими видами дуговой сварки. Кроме того, при дуговой сварке выделяется больше дыма и дыма, чем при других видах дуговой сварки. |
| Сварка энергетическим лучом (ЭЛС) | Сварка энергетическим лучом позволяет сваривать толстые и тонкие материалы, а также разнородные металлы с разной температурой плавления и проводимостью. Электронная сварка точна и дает сварщику контроль над процессом. | Материалы усаживаются и охлаждаются после соединения, что может привести к растрескиванию и искривлению в месте сварки. |
| Сварка атомным водородом (AHW) | Сварка атомарным водородом может достигать температуры до 4000 ° C, что позволяет сваривать вольфрам, самый тугоплавкий металл. Водород предотвращает окисление и загрязнение материалов. Этот процесс не требует флюса. Водород предотвращает окисление и загрязнение материалов. Этот процесс не требует флюса. | Сварка атомным водородом заменяется дуговой сваркой металлическим газом из-за доступности недорогих инертных газов. |
| Кислородно-ацетиленовая сварка | Кислородно-ацетиленовая горелка легкая, компактная и бесшумная. Кислородно-ацетиленовые горелки могут легко резать железосодержащие материалы толщиной до 8 дюймов. Вы можете использовать кислородно-ацетиленовый газ для резки, пайки и сварки стали. | Ацетиленовое топливо дороже по сравнению с другими видами топлива. |
| Плазменная дуговая сварка | Горелки для плазменной сваркиобеспечивают полный контроль над дугой и высокое качество сварки. Сварные швы чистые, ровные и прочные. | Оборудование для плазменной сварки стоит дорого, поэтому затраты на ввод в эксплуатацию высоки.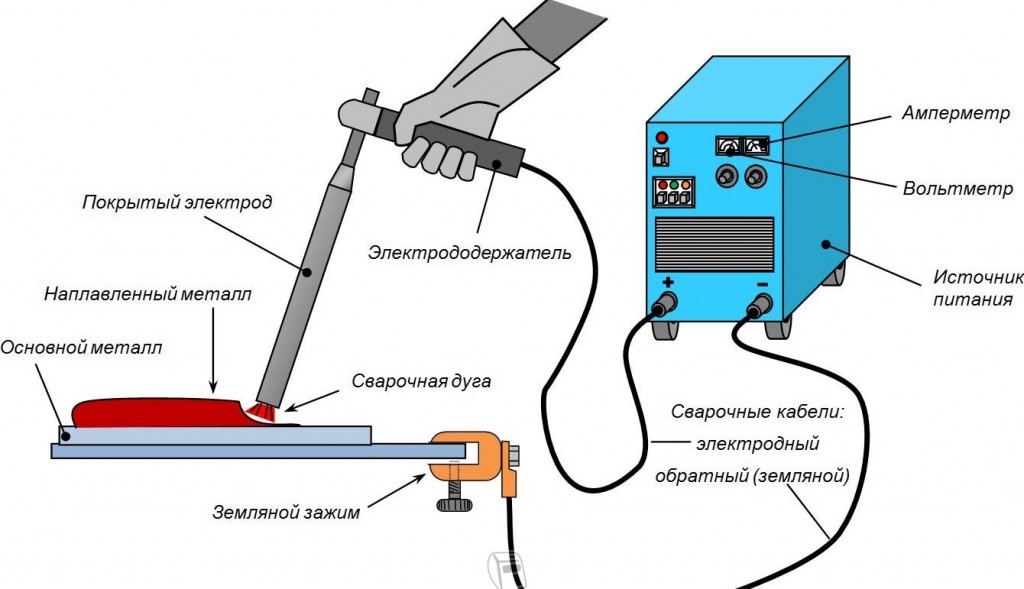 Это более специализированный сварочный процесс, который требует больше времени для первоначального обучения. Это более специализированный сварочный процесс, который требует больше времени для первоначального обучения. |
Сварка МИГ
Сварка металлов в среде инертного газа (МИГ) — это процесс дуговой сварки, в котором для получения сварного шва используется сплошной проволочный электрод. Электрод подается в сварочный пистолет и нагревается. Это простой вид сварки для новичков.
Сварка ВИГ
Сварка вольфрамовым электродом в среде инертного газа (ВИГ) представляет собой процесс дуговой сварки, в котором для получения сварного шва используется неплавящийся вольфрамовый электрод. Это точная форма сварки, позволяющая сварщику регулировать силу тока и расход газа. Сварка TIG наиболее эффективна для более деликатных материалов и может использоваться для сварки как черных, так и цветных металлов.
Сварка электродом или дуговая сварка
Сварка электродом – это процесс ручной дуговой сварки, в котором используется расходуемый электрод, покрытый флюсом, для выполнения сварного шва. Он обеспечивает прочные сварные швы и хорошо работает с более толстыми материалами. Это универсальный сварочный процесс, он прост в настройке оборудования и, как правило, прост в освоении.
Он обеспечивает прочные сварные швы и хорошо работает с более толстыми материалами. Это универсальный сварочный процесс, он прост в настройке оборудования и, как правило, прост в освоении.
Сварка под флюсом
Сварка под флюсом представляет собой полуавтоматический или автоматический процесс дуговой сварки, в котором используется плавящийся электрод с непрерывной подачей. Электрод содержит флюсовый сердечник, который обеспечивает защиту сварного шва от атмосферы, что делает его очень портативным и универсальным.
Плазменно-дуговая сварка
Плазменно-дуговая сварка образует электрическую дугу между неплавящимся электродом и заготовкой. Процесс характеризуется высокой температурой и концентрацией энергии, что позволяет сварщику выполнять глубокие и узкие швы на высоких скоростях.
Кислородно-ацетиленовая сварка
При кислородно-ацетиленовой сварке используются горючие газы и кислород для сварки или резки металлов. Кислород повышает температуру пламени, обеспечивая локальное плавление материала заготовки.
Какой тип сварного шва самый прочный?
Ни один тип сварки не является самым прочным среди всех видов сварки. Самый прочный сварной шов зависит от типа металла, толщины материала и ожидаемой весовой нагрузки на сварной шов. Сварка TIG обеспечивает самые чистые сварные швы в обычных условиях, потому что большее количество присадочного металла попадает непосредственно в соединение и производит меньше брызг. Он также идеально подходит для более тонких материалов, требующих более точных сварных швов. Сварка MIG обеспечивает наиболее стабильные сварные швы и является самым простым типом сварки для начинающих. Сварка под флюсом создает самые прочные сварные швы в более толстых материалах. Проволока с флюсовой сердцевиной позволяет сварному шву остывать медленнее, что создает более прочное и стабильное сварное соединение.
Какой вид сварки следует изучить?
При определении типа сварки, который вы должны изучить, вы можете спланировать тип материалов, с которыми вы хотели бы работать, количество времени, которое вам нужно для обучения, и ресурсы, которые у вас есть. Сварка MIG — самый удобный вид сварки для начинающих. Это более быстрый процесс, которому легко научиться и который прощает ошибки. Сварка TIG — это более медленный процесс, который требует больше времени для освоения и обеспечивает более точные сварные швы на различных типах материалов.
Сварка MIG — самый удобный вид сварки для начинающих. Это более быстрый процесс, которому легко научиться и который прощает ошибки. Сварка TIG — это более медленный процесс, который требует больше времени для освоения и обеспечивает более точные сварные швы на различных типах материалов.
Каким видам сварки можно научиться в Крусибле?
В Крусибле начальные и продвинутые классы обучаются четырем различным видам сварки: кислородно-ацетиленовой газовой сварке, дуговой или электродуговой сварке, сварке МИГ и сварке ВИГ. Начните с начального курса по сварке MIG или попробуйте все четыре типа на нашем курсе «Изучение сварки». Crucible также предлагает курсы сварки TIG для начинающих и продвинутых, которые познакомят вас с работой с различными материалами. В классе дуговой сварки вы узнаете, как использовать электрическую дугу для создания тепла для плавления и соединения металлов. Дуговая сварка — отличный метод для сложных соединений и положений сварки. Курс кислородно-ацетиленовой сварки Crucible научит вас сваривать с использованием тепла, выделяемого горящими газами. Кислородно-ацетиленовая сварка – один из самых универсальных видов сварки. Вы можете использовать его для сварки железа или стали, а также использовать тепло для резки, пайки и сварки металлов. Он пригодится для удаления ржавчины или окалины с металлов, а также для ослабления заржавевших гаек и болтов.
Кислородно-ацетиленовая сварка – один из самых универсальных видов сварки. Вы можете использовать его для сварки железа или стали, а также использовать тепло для резки, пайки и сварки металлов. Он пригодится для удаления ржавчины или окалины с металлов, а также для ослабления заржавевших гаек и болтов.
Виды сварки Часто задаваемые вопросы
Какой вид сварки лучше?
Тип сварки, который подойдет вам лучше всего, зависит от вашего опыта, материалов и проектов. Сварке MIG, как правило, легче всего научиться. Сварка TIG — это более медленный и точный процесс, который работает со многими различными типами материалов. Дуговая и кислородно-ацетиленовая сварка обеспечивают прочные сварные швы на толстых материалах и могут работать на открытом воздухе и под водой.
В чем разница между сваркой MIG и TIG?
При сварке MIG и TIG используется дуга для создания тепла и сварки металлов; однако разница между ними заключается в способе использования дуги. MIG использует проволочный сварочный электрод, который постоянно перемещается по сварочному аппарату на катушке для выработки тепла. TIG использует вольфрамовый электрод, который создает электрическую дугу между горелкой и материалами.
TIG использует вольфрамовый электрод, который создает электрическую дугу между горелкой и материалами.
Какому способу сварки легче всего научиться?
Сварка MIG, как правило, самый простой вид сварки для начинающих. Сварочные аппараты MIG используют подающую проволоку, которая проходит через аппарат с заданной скоростью. Это делает процесс относительно быстрым и обеспечивает стабильные сварные швы.
Какой вид сварки труднее всего освоить?
Сварка ВИГ является самой сложной формой сварки для изучения по целому ряду причин. Процесс сварки TIG медленный и требует времени, чтобы привыкнуть к нему новичку. Сварщику TIG требуется ножная педаль для подачи электрода и управления переменным током, удерживая при этом устойчивую руку у сварочной горелки. Это дает сварщику больше контроля над процессом, но новичку может потребоваться больше времени для обучения.
Продолжить изучение металлических направляющих
Из этого вводного руководства по кузнечному делу с механическим молотом узнайте, как работать с механическим молотом. Узнайте о разнице между черными и цветными металлами и о том, как начать литейную карьеру....
Узнайте о разнице между черными и цветными металлами и о том, как начать литейную карьеру....
Подробнее →
Узнайте о различных способах литья бронзы в литейном и ювелирном производстве, а также о том, как начать работу, из этого руководства для начинающих. к бронзовому литью....
Подробнее →
Узнайте о различных типах литья по выплавляемым моделям, от металлов до стекла, и о том, как начать работу, из этого руководства для начинающих по литью по выплавляемым моделям....
Подробнее →
Узнайте, как построить собственное кузнечная кузница и станьте кузнецом с помощью этого пошагового руководства....
Подробнее →
Узнайте все, что вы хотели знать о литье металлов от типов форм до различных методов литья....
Подробнее →
Вы можете научиться сваривать металл
Еженедельно в Горниле проводятся новые занятия по сварке.
Производство металлической мебели
Изготовьте единственную в своем роде металлическую мебель для вашего дома! Выходя за рамки базовой сварки MIG, этот курс посвящен проектированию и изготовлению функциональных и эстетически интересных. ..
..
Узнать больше и зарегистрироваться →
3-часовой дегустатор: дуговая сварка
3-часовой дегустатор — отличный способ изучить новая форма искусства без более глубокой приверженности полному курсу. После базового ознакомления со сваркой электродом попробуйте свои силы в создании...
Узнать больше и зарегистрироваться →
3-часовой дегустационный курс: сварка MIG
3-часовой дегустационный курс — отличный способ изучить новый вид искусства без более глубокого изучения полного курса. После базового ознакомления со сваркой металлов в среде инертного газа (MIG) плазменная...
Узнать больше и зарегистрироваться →
Молодежная сварка MIG
MIG (металл в среде инертного газа) является наиболее распространенным типом современной сварки. Это процесс, при котором сварочный аппарат фокусирует электричество на движущейся металлической проволоке, которая подается через шланг...
Узнать больше и зарегистрироваться →
Сварка ВИГ I
ВИГ (сварка вольфрамовым электродом в среде инертного газа) или GTAW (дуговая сварка вольфрамовым электродом в газе) — это тип сварки, обычно используемый для тонких работ и цветных металлов. Он использует источник переменного/постоянного тока,...
Он использует источник переменного/постоянного тока,...
Узнать больше и зарегистрироваться →
Сварка MIG
MIG (металлический инертный газ) — наиболее распространенный тип современной сварки. Это процесс, при котором сварочный аппарат фокусирует электричество на движущейся металлической проволоке, которая подается через шланг...
Узнать больше и зарегистрироваться →
Молодежная дуговая сварка I
Научитесь сплавлять, резать, гнуть и придавать форму металлу. Это интенсивное введение в дуговую сварку, также известную как дуговая сварка, и резка кислородно-ацетиленовой горелкой проводится техническим специалистом....
Узнать больше и зарегистрироваться →
Знакомство со сваркой сварку брать? Исследуйте различные возможности кислородно-ацетиленовой сварки, электродуговой сварки, инертного газа с металлом (MIG) и инертного газа с вольфрамом (TIG). Вы получите...
Узнать больше и зарегистрироваться →
Музыка ветра
Создайте свою собственную сварную музыку ветра! Учащиеся будут сваривать прямоугольную металлическую коробку для ветряных колокольчиков, плазменной резкой их уникальный дизайн по бокам, а также подвесить стальную цепь, крюки и вырезать металл. .. сварка вольфрамовым электродом в среде инертного газа) — это высокоточный метод сварки, при котором получаются чистые и целенаправленные сварные швы на любых материалах — от сверхтонких до очень толстых. Вы узнаете...
.. сварка вольфрамовым электродом в среде инертного газа) — это высокоточный метод сварки, при котором получаются чистые и целенаправленные сварные швы на любых материалах — от сверхтонких до очень толстых. Вы узнаете...
Узнать больше и зарегистрироваться →
Скульптура из стали
Узнайте, как сваривать стальные скульптуры, на этом занятии по развитию творческих навыков и разработке проектов. Используя сварочный аппарат MIG, плазменный резак и кислородно-ацетиленовую горелку, вы получите...
Узнать больше и зарегистрироваться →
Сварка TIG II
Этот курс расширяет базовые навыки, которым обучают по сварке TIG I. Учащиеся будет дан ряд технических упражнений, предназначенных для улучшения их внимания и контроля, обзора совместных...
Узнать больше и зарегистрироваться →
Музыка ветра
Создайте свою собственную сварную музыку ветра! Учащиеся будут сваривать прямоугольную металлическую коробку для ветряных колокольчиков, плазменной резкой по бокам их уникального дизайна, а также подвешивать стальную цепь, крюки и резать металл.