Как варить вертикал
Сварка вертикальных швов: особенности и основные правила
Самым простым и удобным положением сварки является нижнее положение. С него начинается обучение профессии. По мере роста мастерства и уверенности в себе, сварщики переходят к горизонтальным, вертикальным и потолочным швам. Рассмотрим различные варианты проведения таких работ.
1 / 1
Классификация сварных соединений
Главный признак, по которому производится классификация сварных соединений, это их пространственное положение. При этом их делят на следующие виды:
· стыковые соединения;
· угловые соединения;
· тавровые соединения;
· нахлесточные соединения.
Особенности вертикальных швов
Для того, чтобы понимать, как варить вертикальный шов, необходимо ознакомиться с особенностями такой сварки. Основная особенность состоит в постоянной склонности к стеканию расплавленного металла вниз. Сварочная ванна будет стремиться вниз под действием силы земного притяжения. Остановить его может повышенная вязкость. Чтобы увеличить вязкость расплава, необходимо уменьшить его температуру до определенной величины.
Но, при низкой температуре не произойдет расплавление и сваривание деталей. Здесь и начинаются основные особенности вертикальных швов. При ММА сварке вертикальных швов расплавление производят короткими касаниями электрода с последующим его отводом в сторону. Во время этих отводов уменьшается поступление энергии в зону сварки и происходит ускоренная кристаллизация металла. Кристаллизованный металл создает своеобразную полочку, на которую ложится следующая порция расплавленного металла.
Технология сварки вертикальных швов
Как мы уже выяснили ранее, для удержания расплавленного металла на вертикальной поверхности необходима ускоренная кристаллизация металла. Этого эффекта достигают путем поддерживания малой длины дуги. В идеале, длина дуги должна равняться половине диаметра электрода.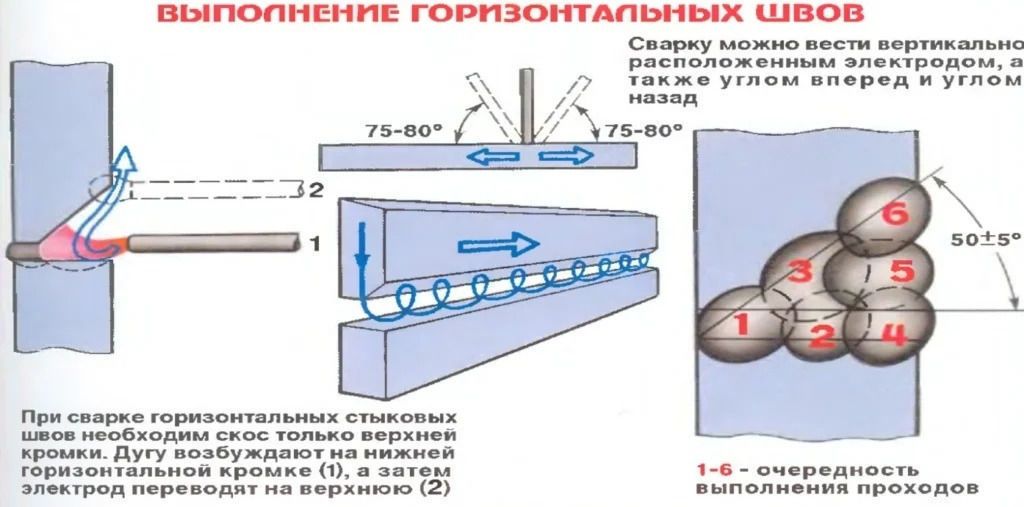 Но, для такой «ювелирной» работы необходимо иметь сварщиков очень высокой квалификации.
Но, для такой «ювелирной» работы необходимо иметь сварщиков очень высокой квалификации.
Реально можно говорить о расстоянии, равном диаметру электрода. Вертикальные швы принято варить, в основном, электродами диаметром 3 мм. Такой же будет и длина дуги. Наилучшим направлением сварки вертикального шва принято считать направление снизу-вверх. При этом застывший внизу объем металла будет поддерживать сварочную ванну.
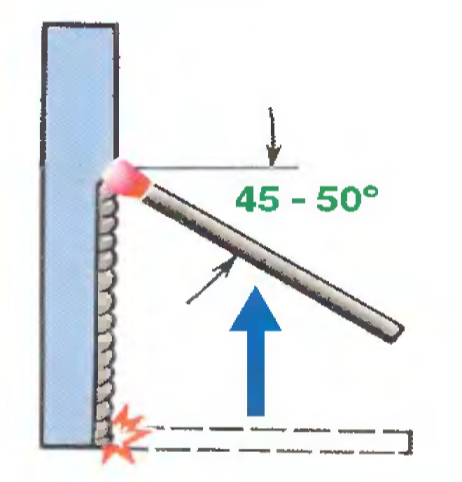
Два хорошо закрепленных листа металла прихватывают один к другому короткими прихватками, что гарантирует отсутствие их смещения в процессе сварки и частично предохраняет от деформирования. Электрод должен быть направлен вверх под углом не менее 45 градусов. При увеличении угла (ближе к перпендикулярному) между электродом и свариваемой велика вероятность прожога свариваемого металла.
Для наиболее надежного процесса сварки величину сварочного тока снижают на 10 – 20% в сравнении с аналогичными условиями при сварке в нижнем положении. Скорость сварки поддерживается низкая с постоянным контролем размеров сварочной ванны, не позволяя ей выходить за определенные размеры.
Скорость сварки поддерживается низкая с постоянным контролем размеров сварочной ванны, не позволяя ей выходить за определенные размеры.
Сварка листов толщиной 4 и более миллиметров необходимо проводить с поперечными движениями электрода. Эта техника оказывает существенное влияние на прочность сварного соединения. Поперечные движения производятся по определенным схемам, самая распространенная - «ёлочка».
Процесс плавления металла электрической дугой
Для лучшего понимания процесса образования вертикального сварного шва, есть смысл рассмотреть физическую сущность и особенности плавления металлов электрической дугой, которая загорается в промежутке между электродом и свариваемым изделием при соблюдении определенных условий.
При касании электродом металлической поверхности, к которой подсоединен сварочный кабель другой полярности, замыкается электрическая цепь, что является одним из условий протекания электрического тока.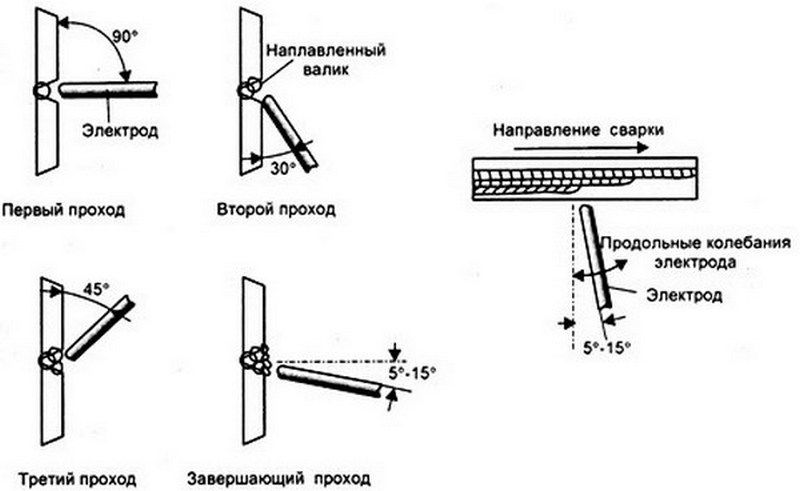 Вторым условием является наличие электродвижущей силы, которую дает источник питания: сварочный трансформатор, выпрямитель или инвертор.
Вторым условием является наличие электродвижущей силы, которую дает источник питания: сварочный трансформатор, выпрямитель или инвертор.
Когда эти условия соблюдены, мы имеем электрический ток в этой цепи. При оттягивании электрода назад мы разрываем электрическую цепь. В этот момент под действием сложных физических явлений загорается электрическая дуга. Теоретически её температура может доходить до 7000 С0, что позволяет ей расплавить любой металл.
Таким образом, под воздействием электрической дуги происходит расплавление свариваемого изделия и металла электрода, которые перемешиваются в сварочной ванне, и, после остывания, становятся одним целым.
Полуавтоматический режим
Полуавтоматическая сварка более производительный вид в сравнении с ручной дуговой сваркой. Она производится с помощью сварочной проволоки, что подразумевает другие значения сварочных токов и меньшую вероятность стекания ванны при вертикальной сварке.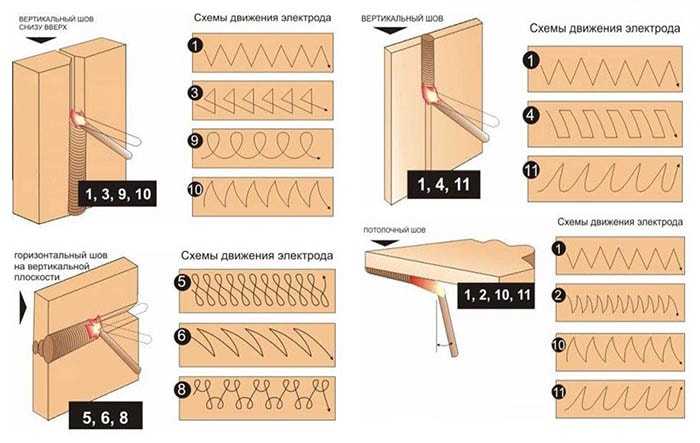 Этот вид сварки не требует высокой квалификации сварщиков и позволяет делать качественные швы даже начинающим. К тому же, производительность полуавтоматической сварки в 3 – 4 раза выше, чем ручной.
Этот вид сварки не требует высокой квалификации сварщиков и позволяет делать качественные швы даже начинающим. К тому же, производительность полуавтоматической сварки в 3 – 4 раза выше, чем ручной.
Шов, полученный в результате сваривания полуавтоматом, имеет лучший внешний вид и высокое качество. Это связано с воздействием защитных газов на расплавленный металл в области сварочной ванны. Здесь подразумеваются защитные газы, которые подводятся непосредственно к горелке через специальные каналы. Наличие регулировочной аппаратуры позволяет изменять количество подаваемого газа в зависимости от свариваемых металлов и режима сварки.
Защитные газы, применяемые для полуавтоматической сварки разделяют на инертные и активные. В качестве активных газов применяют углекислый газ. Но, наиболее высокое качество шва можно получить только при сварке в среде смеси на основе аргона. Это связано с тем, что эти газы не реагируют с металлами, их относят к инертным.
Как правильно варить вертикальный шов электросваркой или дуговым (электродуговым) инвертором для начинающих: как сваривать вертикалы сварочным электродом
06Дек
Содержание статьи:
- Особенности сваривания вертикала
- Общие определения и требования
- Виды соединений
- Положение в пространстве
- Как правильно варить вертикальный шов электросваркой
- Горизонтальное соединение
- Как правильно варить потолочный вертикал
- Управление положением проводника
- Параметры для вертикального сварочного шва
- Инструкция для начинающего сварщика
- Зачистка швов
- Дефекты
В статье расскажем о том, как правильно варить вертикальный сварочный шов электродом и ручной электродуговой (дуговой) сваркой, какие проблемы встречаются в работе и как с ними справляться.
Особенности сваривания вертикала
Сварщики часто сталкиваются с ситуацией, когда сварное соединение нужно проводить в разных плоскостях, это случается с потолочными конструкциями и боковыми. Иногда это детали, расположенные под углом, в остальных случаях они прямые, но имеют неудобный доступ – на потолке. Основные сложности:
- На расплавленный металл действует сила притяжения, поэтому может получиться некрасивый, а главное, нефункциональный подтек.
- Чтобы упростить переход электрода в кратер, специалисты рекомендуют делать швы короткой дугой.
- Для кристаллизации металла и создания нужного соединительного элемента важно своевременно отводить стержень и дать материалу остыть.
- Чтобы добиться лучшего результата, необходимо пользоваться точечной техникой, обеспечивающей низкое крепление комплектующих.
При учете всех пунктов, вы сможете создать качественные швы.
| Диаметр электрода (см) | Полярность | Тип тока | Сварочная дуга в вертикальное положении |
| 0,4 | обратная | постоянный | 110-140 |
| 0,3 | 85-100 | ||
| 0,25 | 65-80 |
Общие определения и требования
Есть несколько типов шва в зависимости от того, где они располагаются. По направлению:
По направлению:
- вертикальный;
- горизонтальный.
По плоскости:
- нижний;
- верхний;.
- боковой.
Самый простой проходит по горизонту и находится внизу, на рабочем столе. Тогда очень просто следить за образуемой сварной ванной, а само наплавление ложится аккуратно и последовательно, вне зависимости от того, как движется электрод.
Виды соединений
Сварщик может накладывать шов с одной стороны или с двух, в последнем случае это увеличивает надежность, но бывает иногда затруднительным. Тогда силы компенсируются, не происходит разломов или деформаций. Также есть 4 классических типа сваривания в зависимости от расположения 2 частей изделия:
- встык – заготовки находятся двумя краями близко друг к другу, без зазоров;
- тавровое – перевернутая буква «Т», то есть на горизонтальную плоскость прикладывается вертикальная;
- внахлест – одна металлическая плашка накладывается на другую;
- угловое – наиболее трудное, потому что надо добиться правильного угла при соединении.

Расскажем подробнее. Или можно посмотреть этот видеоурок:
Встык
В основном применяется при работе с листами или трубами. Зазор должен составлять не более 1-2 мм (здесь будет находиться расплавленный металл). Сами элементы жестко фиксируются. Иногда требуется предварительный задел кромок (их скос, чтобы получилось углубление для наплавления) – при толщине стали более 4 мм. Учтите, чем глубже полость, чем лучше соединение, но сам процесс затрачивает больше электродов (присадочной проволоки на полуавтомате) и длится дольше. При увеличении ширины заготовки понадобится сделать несколько последовательных проходов. Многослойный шов может заполняться пластами или точечными приварами, как на этом схематическом изображении:
Внахлест
Подходит для листов, имеющих не более 8 мм в толщину. Они накладываются один на второй и провариваются с двух сторон, в обратном случае образуется зазор, в котором может возникнуть очаг коррозии. Здесь основная особенность – в угле наклона электрода. Он должен находиться под 15-45 градусов от верхней поверхности. Если меньше, то рубец получится на нижней плашке, больше – на верхней. В любом случае не будет надежного контакта.
Здесь основная особенность – в угле наклона электрода. Он должен находиться под 15-45 градусов от верхней поверхности. Если меньше, то рубец получится на нижней плашке, больше – на верхней. В любом случае не будет надежного контакта.
Как сваривать вертикальный шов при тавровом или угловом соединении
Технология в обоих случаях остается прежней, визуально изделия напоминают букву «Т» в первой ситуации, и «Г» – во второй. Иногда требуется обработка заранее, это зависит от того, насколько толстые заготовки. Рассмотрим в таблице:
Толщина металла | Количество проходов | Обработка кромок |
До 4 мм | 1, с одной стороны | Не требуется |
От 4 до 8 мм | 2, двусторонний | Не нужна |
От 8 до 12 мм | 1, со стороны разделки | Предварительный скос под 45 градусов |
От 12 мм | 2, двусторонний | Два откоса вертикальной плоскости |
При угловом соединении сваривание можно проводить изнутри или снаружи, от этого зависит то, с какой кромочной части будет сниматься излишек. Также можно делать двойной проход. Для наглядности посмотрим на схему:
Также можно делать двойной проход. Для наглядности посмотрим на схему:
Если угол проваривается внутри, то важно расположить электрод по направлению биссектрисы, то есть ровно посередине. Сварщики называют этот метод «в лодочку», потому что две заготовки образуют подобие плавсредства. Но если вы работаете с неоднозначными по толщине стальными листами, то более прямое воздействие должно оказываться на толстый металл, как на изображении:
Сварка угловых швов
При работе появляется несколько трудностей. Первая заключается в том, что с вертикально расположенной заготовке расплавленный металл стекает вниз. Вторая появляется в случаях, когда для работы взят неподходящий, слишком большой в диаметре электрод. Его кончик просто не помещается в углу. Избежать этого легко. Изначально при розжиге электродуги и при заполнении всего пространства следует делать вращательные движения. Первое прикосновение – к вертикали и под большим наклоном, затем проводник необходимо постепенно выравнивать под 45 градусов и выше, а кончик – опускать на горизонталь, затем повторять по кругу.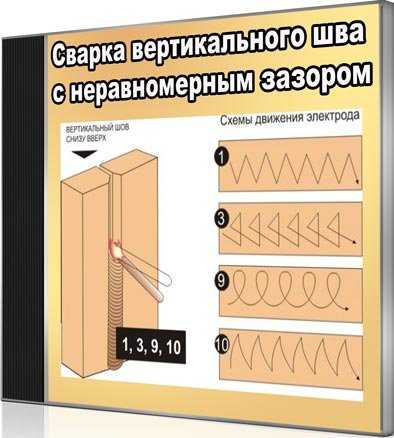 Техника отлично изображена на рисунке:
Техника отлично изображена на рисунке:
Полуавтомат
Технология имеет несколько нюансов:
- Расплавленный материал должен быстро застывать, чтобы капли не стекали вниз. Это можно отрегулировать с помощью уменьшения размера сварочной дуги.
- Направление движения при работе — снизу-вверх. Только так удастся сварить ровный шов без подтеков. В обратном случае для качественного результата необходимо использовать короткую дугу, располагать электрод перпендикулярно плоскости, на которой вы работаете, а также соблюдать острый угол между материалом и механизмом.
Полуавтоматом можно варить в техниках треугольник, елочка и лестница.
Положение в пространстве
Здесь все очень просто в теории, и нелегко – при исполнении. Проще всего представить это так: пройдитесь глазами по комнате, сколько там есть прямых линий, столько и возможностей для соединения у сварщика. Как на этой картинке:
Как на этой картинке:
Как правильно варить вертикальный шов электросваркой
Чтобы преодолеть силу притяжения, необходимо придерживаться основных принципов:
- Кристаллизация металла должна проходить быстрее, чем при обычной работе. Этого можно добиться, если количество расплавленного сплава будет меньше. То есть нужно поддерживать минимальную длину электродуги – перемещать электрод прерывистыми движениями, похожими на постукивание.
- Лучшее направление – снизу вверх. Так, внизу будет образовываться затвердевшая масса, которая не даст металлическому составу сливаться вниз.
- Начинать работу лучше всего перпендикулярно поверхности, подвергающейся обработке.
- Чтобы уменьшить количество металла, который стекает при нагревании, можно увеличить показатель силы тока и ускорить перемещение электрода (в этом случае дуга, как и ширина шовного соединения, станет больше).
Перемещается несколькими способами:
- Используя колебательные движения перпендикулярно стыковой части.

- Применяя возвратно-поступательные колебания параллельно стыку.
- Прямым действием.
Но не всегда каждый из принципов может быть реализован. Бывают ситуации, когда нужно изменить не только силу нажатия или положение, но и направление. Ниже расскажем, что для этого требуется сделать.
Как варить вертикальный шов дуговой сваркой по технике снизу вверх
Сперва следует по всей линии сделать короткие, до 2 см, прихваты. Они соединяют два листа и препятствуют дальнейшему смещению или деформации в связи с нагревом. Угол наклона проводника не должен быть меньше 45 градусов, больше – допустимо вплоть до 90. Сам электрод направляется вверх. Начало работы происходит в самой нижней точке. Скорость передвижения – небольшая. Необходимо следить за ванной, чтобы она не была слишком большой. Если сварщик производит соединение конструкции со стенками, превышающими 4 мм, то допустимо осуществлять поперечные движения, например, елочкой. Они увеличивают прочность. Посмотрим варианты на изображении:
Посмотрим варианты на изображении:
Как правильно сварить вертикальный шов электросваркой по технологии сверху вниз
Чтобы добиться хорошего контроля за движением расплава, следует изменять угол электрода. Сперва он должен располагаться под 90 градусов. Когда первый наплав произойдет, нужно подвинуть проводник ближе – на 70-75. Остальные хитрости остаются прежними. Опытные сварщики считают, что хоть в таком направлении варить труднее, но результат – намного лучше по прочности и внешнему виду.
Возвратно-поступательные движения (для рутиловых электродов)
Актуальны для сварки корневых проходов, тонких составных частей (до 0,5 см) и деталей из нержавеющей стали. Техника следующая:
- В первую очередь проваривается участок длиной 5-10 мм.
- Электрод возвращается на 1/3 проваренного шва.
- Нагревательный элемент перемещается по стыку еще на 10-15 мм. Пункты повторяются до завершения работы.
Елочка
Такой тип сварки швов реализуется следующим образом:
- В основании создается порожек, препятствующий вытеканию материала из полости.

- Электрод уводится до упора вверх и вправо до угла.
- Следом нагревательный элемент смещается в верхнюю часть и влево.
Последние 2 пункта повторяются до завершения работы. Чтобы шов получился качественным, важно соблюдать одну скорость, контролировать силу нажатия и не допускать стекания капель на проваренную часть.
Треугольник
Применяется для сварки деталей, имеющих большую толщину. В результате получается широкий шов. Технология:
- В первую очередь прогревается металлическая поверхность.
- В нижней части будущего шва создается порожек для задержки капающего металла.
- Процесс начинается с центра с небольшой задержкой — это необходимо для плавности перехода.
- Поочередно электрод перемещается от левой к правой кромке, задерживаясь на 0,5 секунд.
- Далее элемент возвращается в центральную часть и повторяет движения до завершения работы.
Полумесяц и Z-образные перемещения
Техника исполнения:
- Наплавляется порожек, удерживающий капли металла, внизу шва.
- Металлическая поверхность прогревается перед обработкой.
- Электрод передвигается от левого края к правому до конца работы.
Горизонтальное соединение
Это более простая наука, но сила притяжения продолжает работать, если сами свариваемые поверхности располагаются вертикально. Справа налево или наоборот – зависит от техники специалиста и его удобства. Считается нормой постоянное поддерживание дуги, но если не получается держать под контролем сварочную ванну, можно несколько раз гасить и зажигать электродугу. Ширина провара зависит от выбранного рисунка (См. выше), а отсутствие подтеком – от силы тока. Она должна быть минимальной, но достаточной для работы. Выбирается опытным путем. Второй вариант – увеличить скорость передвижения проводника, чтобы снизить количество расплавленного металла.
Как правильно варить потолочный вертикал
Это наиболее трудная задача, выполнить ее помогут рекомендации:
- Положение электрода – 90 градусов к поверхности.

- Дуга – короткая.
- Скорость перемещения – постоянная, высокая.
- Рисунок – круговой, чтобы сделать шире свариваемую область.
Важно применять средства защиты.
Управление положением проводника
Есть три возможные расположения:
Углом вперед | Горизонтальные, вертикальные, потолочные конструкции, трубы, тонкостенные заготовки, так как получается широкий расплав и небольшая глубина |
Назад | Угловые стыки и толстые образцы, которые нужно глубоко проваривать |
Прямой | Труднодоступные места |
Параметры для вертикального сварочного шва
Есть стандартные рекомендуемые значения, но мы советуем испытать опытным путем выставляемый режим.
| Диаметр электрода, мм | Сварочный ток при положении шва, А | ||
|---|---|---|---|
| нижнее | вертикальное | потолочное | |
| 3 | 70 — 100 | 70 — 80 | |
| 4 | 120 — 150 | 100 — 120 | 100 |
| 5 | 150 — 180 | 130 — 150 | — |
Инструкция для начинающего сварщика
Новичкам рекомендуем проверить рабочее место на соответствие техники безопасности:
- Прочная одежда с закрытыми руками и ногами.
 Обувь – из твердой кожи. Обязательно наличие специальных очков или маски.
Обувь – из твердой кожи. Обязательно наличие специальных очков или маски. - Аппарат должен быть исправным. Познакомьтесь с ним, проверьте различные режимы.
- Подготовьте пространство: уберите легковоспламеняющиеся предметы.
Зачистка швов
Сперва следует с помощью молотка и зубила сбить брызги – окалину. Если выпуклое соединение вам не подходит, и вы уверены в глубине и прочности провара, то можно воспользоваться специальной шлифовкой по металлу. Посмотрим на видео, как это делают опытные сварщики:
Дефекты
Расскажем, с чем может столкнуться каждый при неправильном выполнении работ.
Непровар
В стыке остаются полости воздуха или несоединенной стали.
Результат – непрочное соединение. Причина – малая сила тока или слишком быстрое перемещение электрода.
Подрез
По сути, это канавка, которая образуется так – сварная ванна очень широкая, поэтому заготовка прогревается на большое расстояние. Капля расплава сходит вниз, а на месте образуется полость. Чтобы этого не допустить, следует уменьшить электродугу. Очень характерно для вертикалов или углов.
Прожог
С этим сталкивается каждый новичок, желающий усилить подачу электричества. Образуется полость. Здесь посоветовать можно одно – нужно плавно вести электрод, подолгу не оставлять его на одном месте. Подробнее о дефектах и причинах на видео:
Поры и наплывы
По сути это неровности – в одном месте кристаллизация прошла быстрее, а в другом – медленнее. Обычно виной этому неправильно подобранные электроды (просто некачественные) или сквозняк. Выглядит это так:
Трещины
Они означают, что соединение недостаточно прочное для оказанных нагрузок. Необходимо повторно провести процедуру.
В статье мы рассказали, как правильно варить вертикальный шов инвертором или электродуговой сваркой для начинающих. Предлагаем ознакомиться с нашим ассортиментом ленточнопильных изделий. Компания «Рокта» уже 15 лет на российском рынке. За это время мы охватили практически все города страны. Для закрепления материала посмотрим видеоролик:
Жареная курица по-домашнему
subscribesearch iconОпубликовано: · Изменено: автор: Dina
Этот пост может содержать партнерские ссылки. Ознакомьтесь с моей политикой раскрытия информации здесь .
Этот вертикальный жареный цыпленок пропитан белым вином для получения невероятно сочного и ароматного жареного цыпленка в духовке.
Вертикальный жареный цыпленок
Это сочная курица готовится буквально стоя! Обычно вертикальную жареную курицу готовят с пивом, которое придает курице аромат и влажность. Вместо банки пива я использовал керамическую жаровню для курицы и налил туда белое вино. Этот метод запекания помогает курице оставаться сочной и нежной внутри, а снаружи – красивой и хрустящей. Ароматы, которые вы получаете от этого метода обжарки, поистине феноменальны.
Что такое вертикальная жареная курица?
- Вертикальный жареный цыпленок — это почти то же самое, когда цыпленка помещают на вертикальную жаровню, в которой обычно находится банка пива. Пиво помогает придать курице аромат и влажность.
- Также известен как курица из-под пива.
Приправа для жареной курицы
- Ключом к вкусной жареной курице в духовке является приправа для курицы.
- Свежий чеснок обязателен! Сочетание тмина, паприки, соли и перца придаст жареному цыпленку наилучший вкус.
Как приготовить курицу, запеченную в духовке
- Во-первых, всегда промывайте курицу перед добавлением специй и тщательно обсушивайте.
Затем натрите всю курицу большим количеством прессованного или тертого чеснока. Мне нравится использовать терку для чеснока.
- Затем смешайте все специи и натрите курицу внутри и снаружи приправой для жареной курицы. Не бойтесь засунуть руки в полость курицы. Теперь, когда ваша курица хорошо приправлена, я настоятельно рекомендую оставить ее мариноваться примерно на 4 часа. Поэтому он впитывает в себя все эти вкусные ароматы специй.
- Затем сбрызните курицу оливковым маслом и запеките в вертикальной жаровне, заправив ее белым вином.
Сколько времени жарится цыпленок
- Время, необходимое для жарения цыпленка целиком, зависит от размера цыпленка. Курица весом 5 фунтов будет жариться около 1 часа 40 минут при температуре 350 градусов по Фаренгейту. Как правило, на каждый 1 фунт курицы вам нужно запекать курицу в духовке около 20 минут.
Температура жареного цыпленка
- Жареный цыпленок обычно жарится при температуре от 350 до 400 градусов по Фаренгейту.
Лучший способ узнать, что курица готова к обжариванию, — проверить внутреннюю температуру жареной курицы с помощью термометра с мгновенным считыванием. Температура жареного цыпленка должна быть 180 градусов по Фаренгейту в самой толстой части цыпленка. Обычно вам нужно проверить внутреннюю температуру курицы в куриных бедрах.
Что приготовить из остатков курицы
Из остатков курицы можно приготовить одни из лучших ЛЕГКИХ БЛЮД или закусок. Если у вас осталась курица, обязательно попробуйте.
- Cheesy chicken and mushroom phyllo cups
- Chicken quesadillas
- Easy almond chicken lettuce wraps
- White sauce chicken enchiladas
- Red sauce chicken enchiladas
- ▢ 1/2 tsp cumin
- ▢ 1/2 паприки
- ▢ 1/4 ч. ложки кайенского перца
- ▢ 1/2 ч. л. черного перца
- ▢ 1 1/2 ч.0031 ▢ 1/2 стакана белого вина
-
Приготовьте куриную натирку, смешав тмин, паприку, кайенский перец, черный перец и соль.
-
Курицу промойте и обсушите. Натрите полость курицы снаружи и внутри тертым чесноком.
-
Равномерно распределите смесь специй снаружи и внутри курицы. Поместите его в миску, накрытую полиэтиленовой пленкой. Оставьте курицу мариноваться в холодильнике минимум на 4 часа.
-
Когда курица замаринуется, поместите подставку для курицы на форму для запекания с бортиками. Налейте белое вино в вертикальную подставку для курицы и положите на нее курицу.
-
Сбрызните курицу оливковым маслом и запекайте при температуре 350 градусов по Фаренгейту в течение 1 часа 20 минут или до тех пор, пока самая толстая часть куриного бедра не достигнет температуры 180 градусов по Фаренгейту на термометре с мгновенным считыванием.
Калорийность: 307 ккал | Углеводы: 1 г | Белок: 25 г | Жир: 20 г | Насыщенные жиры: 5 г | Холестерин: 102 мг | Натрий: 532 мг | Калий: 272 мг | Витамин А: 285 МЕ | Витамин С: 2,6 мг | Кальций: 18 мг | Железо: 1,4 мг
Ты приготовил этот рецепт? Сфотографируйте это и отметьте меня в Instagram @simplyhomecooked или используйте хэштег #simplyhomecooked, чтобы я мог это увидеть и показать!
Этот рецепт был изначально опубликован 1 марта 2017 года, с тех пор мы его немного изменили.
- Автор
- Последние сообщения
Дина
Привет, я Дина, так рада, что ты заглянула! Я считаю, что жизнь слишком коротка для плохого кофе и скучной еды. С моими простыми пошаговыми рецептами вы удивитесь, как быстро может приготовиться полезная и вкусная еда. Надеюсь, вы найдете то, что вам понравится!
Последние сообщения Дины (посмотреть все)
Американское, Курица и птица, Рождество, Кухня, Пасха, Здоровое питание, Праздничные рецепты, Основное блюдо, День Благодарения Жаровня
Основные инструкции по приготовлению птицы на вертикальной жаровне Spanek™
Тот же метод используется для всех видов домашней птицы. В нашем основном руководстве по обжариванию указано время и температура.
- Разогрейте духовку до 450°F / 232°C в течение 15-20 минут. Не учитывайте время предварительного нагрева как часть общего времени приготовления, указанного в Руководстве по обжариванию .
- Слегка сбрызните жаровни антипригарным спреем для облегчения очистки после использования.
- Поместите птицу на жаровню (посмотрите наши мини-фильмы, чтобы Денис продемонстрирует, как именно — это просто!), так, чтобы верхнее кольцо жаровни проходило через горловину. Установите жаровню в форму для запекания, размер которой должен составлять 2 дюйма (5 см) вокруг птицы для стекания жидкости (обычно один цыпленок помещается на 9-дюймовая (22,5 см) квадратная или круглая форма для жарки идеально).
- ВАЖНАЯ ИНФОРМАЦИЯ : Добавьте жидкость (бульон, вино, пиво, фруктовый сок и т. д.) в жаровню так, чтобы во время процесса приготовления в кастрюле всегда оставалось не менее ¼ дюйма (7 мм). Это поможет избежать разбрызгивания в духовке и воспламенения на барбекю. №
- Вымойте птицу холодной водой и нанесите наши травяные смеси «Сухие приправы мира ». Натрите приправой все вокруг, как внутри, так и снаружи. Используйте American Blend снаружи и Garlic Blend внутри, или используйте свое воображение! Будьте изобретательны — комбинируйте!
- Перепелка – Слегка смажьте оливковым маслом.
- Курица или цыпленок – Добавьте Волшебные приправы Spanek к ингредиентам под кожурой, чтобы вызвать новые вкусовые ощущения.
- Утка – Не смазывайте маслом. Обезжирьте форму для запекания в середине времени приготовления. Обязательно наполняйте сковороду водой так, чтобы во время приготовления в ней всегда оставалось не менее 7 мм жидкости.
- Турция – Да, он подходит для вашей духовки! . Просто отрежьте хвост на 1 дюйм (2,5 см) выше кончика хвоста, создав плоскую поверхность. Опустите индейку, чтобы она опустилась. Верхнее кольцо жаровни должно быть видно через полость шеи птицы. Отрежьте лишнюю шейную кость вместе с верхним кольцом. В середине приготовления накройте ножки и крылья фольгой; проткните отверстие в верхней части фольги, чтобы жаровня могла пройти сквозь нее. Фольга защитит кожу индейки от пережаривания, но не забудьте снять ее в течение последних 20 минут приготовления, чтобы кожа хорошо подрумянилась.
Начинку можно добавить под кожу в области верхней части шеи/грудки, чтобы красиво округлить вашу птицу. Вы также можете использовать наши смеси приправ для начинки!
- Перепелка – Слегка смажьте оливковым маслом.
- Обжарьте в соответствии с нашим Руководством по обжариванию. Помните, что время обжаривания считается частью общего времени приготовления . После того, как птица будет приготовлена, просуньте вилку под верхнее кольцо жаровни и переложите птицу и жаровню на сервировочное блюдо, чтобы нарезать по вертикали. (Мы сняли мини-фильм о том, как Денис разделывает птицу, чтобы показать, как это просто — представьте себе курицу, настолько нежную, что вы можете разделать ее с помощью простой морковной палочки!)
Теперь вы готовы представить и нарезать за столом. Перепелов, диких кур и кабачков можно подавать прямо на ростере.
(И наши мини-фильмы покажут вам, как!)
РУКОВОДСТВО ПО РАСТЯЖЕНИЮ | ||||
| Тип птицы | Время обжаривания при 450°F (232°C) | Время приготовления при 350°F (177°C) | Время приготовления при 375°F (190°C) | Дополнительно* Время окончания при 450°F (232°C) |
| Перепел | 10-15 мин. | Нет | Нет | Нет |
| Game Hen and Squab 12-32 унции. | 15 мин.** | Нет | 30 минут. | 5-8 мин.* |
| Цыпленок и цесарка 2-6 фунтов. | 15 мин.** | 15-18 мин./фунт. | Нет | 5-10 мин.* |
| Утка 3-6 фунтов. | 15 мин.** | 18-23 мин./фунт. | Нет | 5-10 мин.* |
| Турция 10-18 фунтов. | 30 мин. при 400°F (200°C) ** | 10-12 мин./фунт. | Нет | 5-10 мин.* |
| * Для особо хрустящей кожи доведите мясо птицы до готовности при температуре 450°F (232°C) в течение последних 5-10 минут времени приготовления. ** Время обжаривания считается частью общего времени приготовления . | ||||