Саморезы по пластику
Саморез для пластика
8 (800) 333-15-79
+7 (812) 244-72-72
+7 (812) 677-17-27
+7 (495) 966-64-95
Главная»Саморезы SPAX» Саморез для пластика, оконной фурнитуры
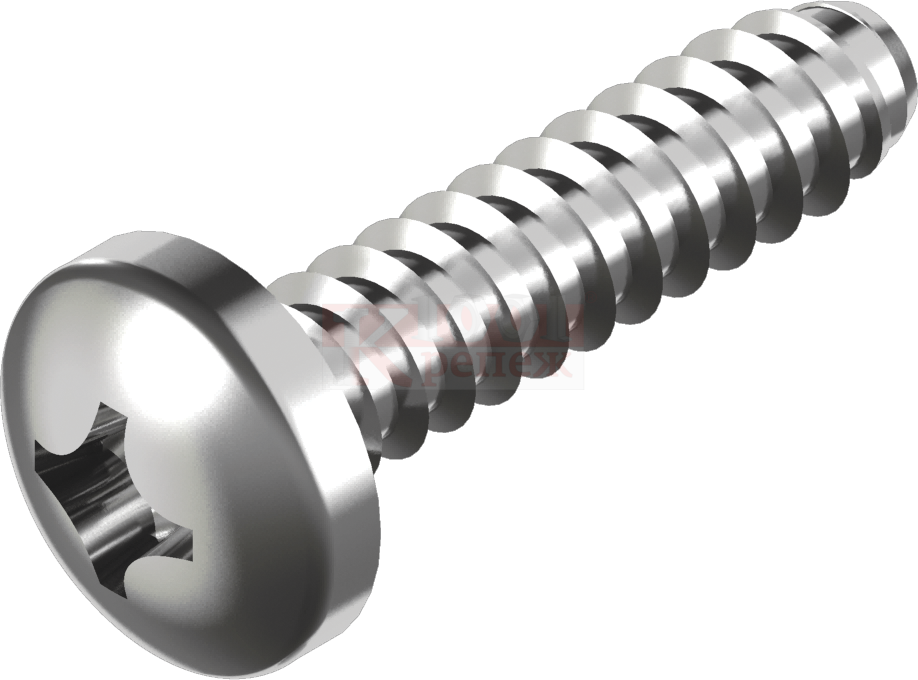
Саморез для пластика FEX-KS, специальное серебряное покрытие, полная крупная резьба, потайная головка, шлиц H (Phillips). Размеры саморезов для пластика от 4х16 до 5х40 мм.
Особенности саморезов для пластика FEX-KS:
- Саморезы для пластика предназначены для крепления металлической фурнитуры к пластиковым оконным профилям.
- Самонарезающий наконечник обеспечивает лёгкий вход в пластмассу.
- Специальная крупная резьба до самой головки.
- Потайная головка со срезанными боками и с тормозящими рёбрами предохраняет от перетягивания и входит заподлицо.
Материалы:
- Сталь закалённая, специальное серебряное покрытие A3J, с дополнительным покрытием для снижения трения
| Длина самореза l | Стандартная упаковка | |||
|---|---|---|---|---|
| Коробка (штук) |
Упаковка (штук) |
Поддон (штук) |
SPAX № | |
| 16 | 1.000 | 10.000 | - | 1411470400165 |
| 20 | 1.000 | 10.000 | - | 1411470400205 |
| 22 | 1.000 | 10.000 | - | 1411470400225 |
| 25 | 1.000 | 10. 000 000 |
- | 1411470400255 |
| 30 | 1.000 | 10.000 | - | 1411470400305 |
| 35 | 1.000 | 10.000 | - | 1411470400355 |
| 40 | 1.000 | 10.000 | - | 1411470400405 |
| 45 | 500 | 5.000 | - | 1411470400455 |
| 55 | 500 | 5.000 | - | 1411470400555 |
| Длина самореза l | Стандартная упаковка | |||
|---|---|---|---|---|
| Коробка (штук) |
Упаковка (штук) |
Поддон (штук) |
SPAX № | |
| 25 | 1.000 | 10.000 | - | 1411470500255 |
| 40 | 500 | 5.000 | - | 1411470500405 |
 0, dk= 7.0, hk= 2.4, шлиц Н2
0, dk= 7.0, hk= 2.4, шлиц Н2
Вы можете заказать и купить саморезы для пластика FEX-KS оптом по договорным ценам.
Шуруп по пластику в категории "Материалы для ремонта"
Конструктор на шурупах, транспорт 17,5см, голова динозавра, 4 вида по 2 цвета, YH559-005ABCD
Доставка из г. Днепр
Днепр
287 грн
Купить
Шуруповерт Merlion DR1220PL с насадкой для шурупов, двумя батареями по 12V, емкость каждой батареи по 1,3Ah +
Доставка из г. Львов
5 506 грн
3 854 грн
Купить
Саморез оконный, саморез в потай с буром по металлу, крепление террасной доски 3.9х16мм (1000шт.)
Доставка из г. Харьков
289.10 грн/упаковка
Купить
Саморез оконный, саморез в потай с буром по металлу, крепление террасной доски 3.9х19мм (1000шт.)
Доставка из г. Харьков
349.90 грн/упаковка
Купить
Саморез оконный, саморез в потай с буром по металлу, крепление террасной доски 3.9х25мм (500шт.)
Доставка из г. Харьков
224.10 грн/упаковка
Купить
Саморез оконный, саморез в потай с буром по металлу, крепление террасной доски 3.9х32мм (500шт.)
Доставка из г. Харьков
255.60 грн/упаковка
Купить
Саморез для ПВХ, саморез по дереву цинк, 4х25мм (500шт.)
Доставка из г. Харьков
123. 30 грн/упаковка
30 грн/упаковка
Купить
Саморез оконный со сверлом DIN 7504 P 3.9х13 мм., белый цинк
Доставка из г. Киев
0.67 грн
Купить
Саморез оконный со сверлом DIN 7504 P 3.9х16 мм., белый цинк
Доставка из г. Киев
0.67 грн
Купить
Саморез оконный со сверлом DIN 7504 P 3.9х19 мм., белый цинк
Доставка из г. Киев
0.84 грн
Купить
Саморез оконный со сверлом DIN 7504 P 3.9х22 мм., белый цинк
Доставка из г. Киев
0.90 грн
Купить
Саморез оконный со сверлом DIN 7504 P 3.9х25 мм., белый цинк
Доставка из г. Киев
0.92 грн
Купить
Саморез для ПВХ, саморез по дереву цинк 4х35мм (500шт.)
Доставка из г. Харьков
176.90 грн/упаковка
Купить
Саморез оконный, саморез в потай с буром по металлу, крепление террасной доски 3.9х13мм (1000шт.)
Доставка из г. Харьков
561.60 грн/упаковка
Купить
Саморез оконный со сверлом DIN 7504 P 3.9х32 мм., белый цинк
Доставка из г. Киев
Киев
1.12 грн
Купить
Смотрите также
Саморез оконный со сверлом DIN 7504 P 3.9х38 мм., белый цинк
Доставка из г. Киев
1.35 грн
Купить
Саморез для ПВХ оконный 4,0х20 без насечек оцинкованный
Доставка из г. Киев
0.62 грн
Купить
Саморез для ПВХ оконный 4,0х25 без насечек оцинкованный
Доставка из г. Киев
0.73 грн
Купить
Саморез для ПВХ оконный 4,0х30 без насечек оцинкованный
Доставка из г. Киев
0.84 грн
Купить
Саморез для ПВХ оконный 4,0х35 без насечек оцинкованный
Доставка из г. Киев
1.01 грн
Купить
Саморез для ПВХ оконный 4,0х40 без насечек оцинкованный
Доставка из г. Киев
1.07 грн
Купить
Саморез для ПВХ оконный 4,0х45 без насечек оцинкованный
Доставка из г. Киев
1.12 грн
Купить
Саморез для ПВХ оконный 4,0х25 с насечками оцинкованный
Доставка из г. Киев
0.84 грн
Купить
Саморез для ПВХ оконный 4,0х30 с насечками оцинкованный
Доставка из г. Киев
Киев
0.90 грн
Купить
Саморез для ПВХ оконный 4.0х35 с насечками оцинкованный
Доставка из г. Киев
1.12 грн
Купить
Саморез для ПВХ оконный 4,0х40 с насечками оцинкованный
Доставка из г. Киев
1.12 грн
Купить
Саморез для ПВХ 3,9х16 с двухзаходной резьбой HI-LO
Доставка из г. Киев
0.67 грн
Купить
Саморез для ПВХ 3,9х19 с двухзаходной резьбой HI-LO
Доставка из г. Киев
0.67 грн
Купить
Саморез для ПВХ 3,9х25 с двухзаходной резьбой HI-LO
Доставка из г. Киев
0.73 грн
Купить
Виды саморезов для пластика и их характеристики
Содержание артикула
Что такое саморезы для пластика?
Саморезы для пластика, как следует из названия, формируют или нарезают резьбу при ввинчивании в пластик с предварительно просверленными или формованными направляющими отверстиями. Они обеспечивают экономичный метод соединения двух пластиков или металла с пластиком и позволяют легко разбирать и снова собирать.
Эти самонарезающие винты являются отличным выбором, особенно в деталях для литья под давлением , так как формовать пилотные отверстия намного дешевле, чем резьбовые отверстия или резьбовые вставки для пластмасс. Эти специальные застежки используются вместо стандартных застежек из-за их узкого профиля резьбы, повышенного сопротивления выдергиванию и меньшего радиального напряжения. Меньшее радиальное напряжение также предотвращает повреждение бобышки.
Реклама
Реклама
Их часто принимают за саморезы. Стандартные саморезы имеют наконечник для сверления на конце винта, который помогает формировать резьбу без направляющего отверстия. Они используются преимущественно в листовом металле, мягком металле и дереве для сверления, нарезания резьбы и завинчивания шурупов за один шаг.
Объявление
Объявление
Если для применения требуется высокая прочность на отрыв и кручение, то резьбовые вставки для пластика являются гораздо лучшим выбором, чем саморезы. Например, если для уплотнения требуется уплотнительное кольцо, то из-за силы сжатия уплотнительного кольца резьбовые вставки обеспечивают больший крутящий момент, чем саморезы.
Например, если для уплотнения требуется уплотнительное кольцо, то из-за силы сжатия уплотнительного кольца резьбовые вставки обеспечивают больший крутящий момент, чем саморезы.
Как работает саморез для пластика?
Чем саморезы для пластика отличаются от стандартных шурупов?
Уголки профиля резьбы , также называемые уголками профиля саморезов, имеют меньшие размеры, чем стандартные винты, как показано на рисунке ниже, что снижает внутренние радиальные напряжения, создаваемые при снятии и деформации пластика.
Поскольку диаметр основания меньше, чем у стандартной застежки, резьбовое соединение (CM) диаметрально больше, чем у стандартной застежки, что увеличивает удерживающую способность на мягком пластике по сравнению с металлом.
Угол наклона и зацепление резьбы винтов для пластика (Фото: stanleyengineeredfastening.com)Типы самонарезающих винтов
Выбор наиболее подходящего крепежа для материала позволит использовать более тонкие выступы и избежать использования специальных вставок и фиксирующих компонентов, которые снизить общую стоимость инженерной продукции. Это также сократит использование пластиковых материалов, время впрыска и стоимость деталей для литья под давлением.
Это также сократит использование пластиковых материалов, время впрыска и стоимость деталей для литья под давлением.
Саморезы подразделяются на две группы: резьбонарезные и резьбонарезные. Выбор винтового типа будет зависеть от его требований к применению, типа материала и свойств. Существует множество торговых марок и запатентованных конструкций от различных компаний, таких как крепежные детали Stanley, EPOK, TR и т. д. У всех производителей есть варианты с различными углами профиля резьбы (30-45-48 градусов), чтобы соответствовать диапазону модуля изгиба пластмасс.
Накатка резьбы
Саморезы для накатки пластмассы не имеют заостренного конца и требуют направляющего отверстия. Винтовая резьба деформирует пластиковый материал, обтекая резьбу. Следовательно, решающее значение имеют величина перекрытия (зацепление резьбы) и угол профиля резьбы.
Резьбонарезные винты создают высокие внутренние напряжения, поскольку материал скорее деформируется, чем удаляется. В результате эти винты можно использовать только в мягких полимерах с более низким модулем изгиба.
Резьбонарезной
Винты для нарезания резьбы для пластика, также известные как самонарезающие винты, имеют острую режущую кромку, которая разрезает пластик, когда они ввинчиваются в направляющее отверстие, образуя резьбовое соединение. Это создает меньшее внутреннее напряжение по сравнению с винтами для формовки резьбы, что делает их подходящими для более жестких пластиковых материалов с более высоким модулем изгиба.
Резьбонарезные винты для пластика (Фото: stanleyengineeredfastening.com) Важно иметь правильный диаметр и глубину направляющего отверстия. Глубина отверстия должна быть больше, чем длина зацепления винта, чтобы оставалось место для перемещения удаленного материала. Для пластиков, наполненных волокном или стекловолокном, они обеспечивают высокое зацепление с резьбой, высокие зажимные нагрузки и снижение напряжения. Самым большим недостатком резьбонарезного винта является срыв резьбы при разборке.
Для пластиков, наполненных волокном или стекловолокном, они обеспечивают высокое зацепление с резьбой, высокие зажимные нагрузки и снижение напряжения. Самым большим недостатком резьбонарезного винта является срыв резьбы при разборке.
Объявление
Объявление
Объявление
Объявление
Преимущества и недостатки использования саморезов для пластика
Преимущества
-
- Саморезы для соединения пластика надежны при правильном использовании
- Они дешевы по сравнению с другими средствами соединения таких резьбовых вставок для литья под давлением
- Легко разбирается
- Не требует предварительно формованных резьб
- Хорошая ударопрочность и вибростойкость
- Нет времени отверждения или времени установления для достижения полной прочности
- Специальный инструмент не требуется
Недостатки
-
- Только до 10 циклов разборки и сборки
- Концентрация стресса или рейз, вероятно,
- Очень сложно контролировать момент затяжки
- Увеличивает количество деталей
- Может повлиять на эстетику конечного продукта
Пластмасса открывает большие возможности для дизайнеров инженерной продукции благодаря своей универсальности и различным материалам. Но когда дело доходит до соединения пластика или пластика с другим материалом, возникают некоторые уникальные проблемы, такие как использование крепежных деталей и резьбы.
Но когда дело доходит до соединения пластика или пластика с другим материалом, возникают некоторые уникальные проблемы, такие как использование крепежных деталей и резьбы.
Стандартные винты и саморезы для металла, такие как тип A и тип AB, не подходят для пластика из-за их большого угла задней поверхности и мелкой резьбы. Они используются на листовом металле и толстых пластиковых листах, таких как рамы из ПВХ. Как обсуждалось в разделе выше, два типа саморезов, доступных для использования на наиболее распространенные пластмассы резьбонарезные и резьбонарезные винты .
Каждый тип пластмассы имеет уникальные характеристики, такие как пластичность, тепловое расширение и удержание при зажиме. Выбор крепежа, который лучше всего соответствует этим характеристикам, имеет важное значение для успешного винтового соединения в конструкции вашего продукта.
Имея так много доступных полимеров типа , всегда лучше протестировать резьбовое соединение, чтобы найти наилучший тип и конструкцию резьбы. Выбор правильного крепежа, предназначенного для определенного типа материала, даст
Выбор правильного крепежа, предназначенного для определенного типа материала, даст
-
-
- Более высокие крутящие моменты зачистки
- Повышение устойчивости к расшатыванию
- Более высокие значения отрыва
-
Реклама
Реклама
Реклама
Реклама
Эффективность самонарезающего соединения зависит от следующих факторов
-
-
- Свойства пластмассы
- Тип винтов
- Конструкция интерфейса крепежа
-
Свойства пластика
На характеристики самонарезающего пластикового резьбового соединения влияют следующие свойства пластика.
-
-
- Жесткость материала (модуль изгиба пластика)
- Добавки и наполнители (наполнитель, содержание и тип армирования)
- Коэффициент теплового расширения
- Скорость ползучести
-
Жесткость материала – модуль упругости пластмассы
Модуль упругости или модуль изгиба измеряет жесткость пластмассы на начальном этапе процесса изгиба и деформации и представляет собой отношение напряжения к деформации при деформации изгиба . Проще говоря, склонность пластика сопротивляться изгибу.
Проще говоря, склонность пластика сопротивляться изгибу.
| Материалы | Модуль упругости при изгибе (psi) | Модуль упругости при изгибе (МПа) | ||
|---|---|---|---|---|
| Термопласты | Ковкий | Полиэтилен (ПЭ) | 150000 | 1034 |
| Полипропилен (ПП) | 200000 | 1379 | ||
| Поликарбонат (ПК) | 340000 | 2344 | ||
| АБС, 0-20% стеклонаполнения | 350000 | 2413 | ||
| Полиамид 66 (ПА) | 350000 | 2413 | ||
| Ацеталь (АС) | 400000 | 2758 | ||
| Полистирол (ПС) | 430000 | 2965 | ||
| Полипропилен, 40% талька (PP40) | 500000 | 3447 | ||
| Полифениленсульфид | 550000 | 3792 | ||
| Умеренная | АБС, 20% стеклонаполнение | 650000 | 4482 | |
| Полиамид 66, 12% стеклонаполнение | 800000 | 5516 | ||
| Поликарбонат, 20% стеклонаполнение (PC20) | 850000 | 5861 | ||
| Жесткий | Поликарбонат, 30% стеклонаполнение (PC30) | 1100000 | 7584 | |
| Полибутилентерефталаты 30% стеклонаполнения (PBT30) | 1100000 | 7584 | ||
| Полиамид 66, 30% стеклонаполнение (PA30) | 1200000 | 8274 | ||
| Жидкокристаллический полимер (LCP) | 1400000 | 9653 | ||
| Реактопласты | Полифениленсульфид, 40% наполнение (PPS40) | 1700000 | 11721 | |
| Фенольный, 20% стеклонаполнитель | 1750000 | 12066 | ||
| Полиэстер, 50% стеклонаполнитель | 2100000 | 14479 | ||
Модуль упругости при изгибе используется для определения эффективности саморезного соединения. Как правило, более низкий модуль упругости означает, что больше материала будет обтекать профиль резьбы и позволит лучше формировать резьбу, а значит, и лучше соединять. Для термопластика с более высоким модулем изгиба обычно требуется крепеж с малым углом наклона спирали, чтобы избежать чрезмерного вращающего момента.
Как правило, более низкий модуль упругости означает, что больше материала будет обтекать профиль резьбы и позволит лучше формировать резьбу, а значит, и лучше соединять. Для термопластика с более высоким модулем изгиба обычно требуется крепеж с малым углом наклона спирали, чтобы избежать чрезмерного вращающего момента.
Влияние добавок и наполнителей
Хотя добавки, такие как смазки для форм, наполнители и армирующие материалы (как показано на рисунке ниже), добавляются для улучшения некоторых свойств материалов для литья под давлением , побочным эффектом является что он изменяет некоторые другие свойства, такие как модуль изгиба. Например, силикон отрицательно влияет на нагрузку зажима, так как снижает крутящий момент привода.
Добавки и наполнители для пластмассСтепень теплового расширения
Любое вещество расширяется или сжимается при изменении температуры. Это может привести к значительным изменениям размеров, короблению деталей или внутреннему напряжению. Кривая напряжение/деформация для термопластов сильно зависит от температуры. При одинаковой температуре пластмассы расширяются быстрее, чем металлы. Если комбинации зажимаемых материалов разные, то скорость их расширения тоже будет разной. Это приведет к тому, что прижимная нагрузка будет колебаться в зависимости от температуры.
Кривая напряжение/деформация для термопластов сильно зависит от температуры. При одинаковой температуре пластмассы расширяются быстрее, чем металлы. Если комбинации зажимаемых материалов разные, то скорость их расширения тоже будет разной. Это приведет к тому, что прижимная нагрузка будет колебаться в зависимости от температуры.
Свойство материала линейного коэффициента теплового расширения (показано выше) — это свойство, на которое следует обращать внимание при проектировании с использованием разнородных материалов. Это количественно определяет тенденцию пластика к расширению при повышении температуры.
Скорость ползучести
Все полимеры будут ползти или необратимо деформироваться при длительном напряжении или нагреве. Эта ползучесть приведет к потере зажимной нагрузки. На графике показан стандартный саморез для пластика, теряющий с течением времени прижимную силу.
Скорость ползучести саморезов для пластика (Фото: stanleyengineeredfastening. com)
com) Следующие методы уменьшают эффект ползучести в соединении
-
- Уменьшить поверхностное напряжение подшипника за счет
- Увеличение диаметра головки или использование шайбы большего размера для распределения нагрузки
- Уменьшение диаметра зазора отверстия для увеличения площади зажимной поверхности
- Уменьшение начальной нагрузки на зажим при сборке
- Включите в соединение пружинные элементы, такие как пружина и плоская шайба, чтобы компенсировать проскальзывание
- Включите металлическую втулку в зажимной компонент, чтобы уменьшить нагрузку на пластик
- Увеличение жесткости материала
- Уменьшить поверхностное напряжение подшипника за счет
Реклама
Реклама
Реклама
Реклама
Типы винтов
Выбор правильного резьбового крепления (самонарезающего винта) в соответствии с материалом имеет решающее значение, поскольку он напрямую влияет на соотношение крутящего момента привода и полосы и удерживание зажима. Таблица жесткости материала сечения должна служить отправной точкой при выборе винтов с учетом жесткости материала.
Таблица жесткости материала сечения должна служить отправной точкой при выборе винтов с учетом жесткости материала.
Резьбонарезные и резьбонарезные винты доступны с углами по бокам 30⁰, 40⁰, 45⁰, 48⁰ и 60⁰. Некоторые бренды также делают резьбу с двойным интервалом и трехлепестковую форму.
- Угол по бокам 30⁰ – Винт с однозаходной резьбой 30 градусов с уменьшенным сердечником и большим шагом резьбы для высокой производительности при обработке большинства термопластов и некоторых реактопластов
- Боковой угол 45⁰ с трехлопастной резьбой - Однозаходный резьбонарезной винт с трехлопастным корпусом и углом резьбы 45 градусов, предназначенный для установки в широкий спектр термопластов, включая стеклонаполненный нейлон и модифицированный полифениленоксид.
- Угол наклона 60⁰ с трехдольной резьбой – Винт с трехзаходной резьбой с одним заходом и углом захода 60, предназначенный для стандартной работы с нейлоном, ацеталем, АБС-пластиком и некоторыми стеклонаполненными нейлонами.

- Винты для нарезки резьбы – A 30 o и 60 o круглая форма резьбы с зазубринами на конце, предназначенная для нарезания резьбы, используется для более твердых пластиков, таких как реактопласты.
- Резьба с двойным интервалом – У них угол наклона по бокам 30⁰ и 60⁰ с резьбой разного диаметра, как показано на рисунке выше.
Конструкция интерфейса крепежа
Ключевыми факторами конструкции продукта, которые могут повлиять на способность крепежа работать удовлетворительно, являются диаметр направляющего отверстия , зацепление с резьбой , длина зацепления и конструкция бобышки . Хотя дизайн продукта может накладывать определенные ограничения на эти четыре ключевых фактора, лабораторные испытания позволят установить наилучшее сочетание этих параметров для вашего приложения. Итак, вы должны провести некоторые испытания на образце пластика с различными винтами.
Длина зацепления – Длина зацепления – это расстояние между резьбой полноразмерного крепления и материалом гайки. Длина зацепления винта указывается как коэффициент номинального диаметра винта и должна составлять от 2 до 2,5 диаметра винта.
Конструкция бобышки – Отверстия с уклоном необходимы для литья под давлением термопласта, но они уменьшают зацепление резьбы из-за изменения диаметра по длине винта. Для поддержания правильной работы пресс-формы всегда используйте наименьший возможный угол уклона. Как правило, номинальный размер отверстия измеряется на глубине, равной половине всей длины зацепления крепежного изделия, без учета зенковки. Как правило, производители винтов определяют размеры направляющего отверстия и бобышки для своих саморезов.
Для поддержания правильной работы пресс-формы всегда используйте наименьший возможный угол уклона. Как правило, номинальный размер отверстия измеряется на глубине, равной половине всей длины зацепления крепежного изделия, без учета зенковки. Как правило, производители винтов определяют размеры направляющего отверстия и бобышки для своих саморезов.
Характеристики резьбового соединения
Отношение затяжки к закручиванию
Отношение закручивания к закручиванию, которое представляет собой отношение крутящего момента при снятии изоляции к крутящему моменту, используется для определения возможности изготовления крепежного соединения. Это соотношение должно быть около 5:1 для крупносерийного производства с использованием электроинструментов. Соотношение 2:1 может быть приемлемым для хорошо обученных сотрудников, использующих одинаковые компоненты и ручные инструменты. Смазочные материалы резко снижают это соотношение, поэтому их следует избегать.
Torque-turn — зачистка резьбы (Фото: stanleyengineeredfastening. com)
com) На приведенном выше графике крутящего момента показано, как саморез ведет себя в зависимости от приложенного крутящего момента. Приводной крутящий момент несколько линейно увеличивается до точки «В», которая нарезает резьбу и преодолевает трение скольжения резьбы вместе с глубиной резьбы. Головка винта касается верхнего материала (пластика или металла) в точке «В». Любой дальнейший крутящий момент переходит в сжимающую нагрузку резьбы до «С», крутящий момент зачистки. Напряжение в нитях приближается к пределу текучести пластика в точке «С», и нити начинают срезаться. Когда нити полностью обрываются, нити продолжают обдираться до точки «D».
Момент затяжки
Поскольку пластик мягче металла, резьбу можно легко сорвать при затягивании винта. Момент зачистки винтов для пластика можно рассчитать по приведенной ниже формуле для заданного усилия вытягивания F.
| Момент зачистки | |
|---|---|
| \(T = Fr (f_1 + f_2 + \frac{p}{2\pi r}) \) | |
| \(T\) | Крутящий момент для создания усилия отрыва |
| \(р\) | Делительный радиус винта (Dp/2) |
| \({D_{p}}\) | делительный диаметр |
| \(p\) | Шаг резьбы |
| \(F\) | Усилие отрыва |
| \({f_{1}}\) | Пластмассовый винт с коэффициентом трения |
| \({f_{2}}\) | Головка винта с коэффициентом трения – материал основания |
Сила вытягивания
Сила вытягивания будет зависеть от диаметра винта, длины зацепления и напряжения сдвига материала. Силу вытягивания можно рассчитать по следующей формуле.
Силу вытягивания можно рассчитать по следующей формуле.
| Усилие вытягивания | |
|---|---|
| \(F = \frac{\tau \pi {D_p}L}{S}\) | |
| \(F\) | Усилие вытягивания |
| \(\tau \) | Напряжение сдвига (\(\tau = \frac{{\sigma _t}}{\sqrt{}3}\) ) |
| \(\sigma \) | Предел текучести при растяжении или расчетное напряжение |
| \({D_{p}}\) | Делительный диаметр |
| \(L\) | Осевая длина полной резьбы |
| \(S\) | Коэффициент безопасности (\(S = 1,2 {{c _1}}.{c_2}\) ) |
| \({c_{1}}\) | 1,0 для специальных винтов 1,5 для обычных винтов |
| \({c_{2}}\) | \(c_2 = \frac{10}{{\varepsilon _{br}}} (\geq 1.0)\) |
| \({\varepsilon _{br}}\) | удлинение при разрыве, (%) |
Общие советы
Следующие принципы следует учитывать при выборе пластиковой застежки для успешного соединения.
- Все пилотные отверстия должны быть скошены до большого диаметра резьбы, чтобы предотвратить растрескивание. Или в идеале иметь расточенную часть в начале.
- Высота бобышки должна быть такой, чтобы не было зазора между верхней частью бобышки и зажимаемым компонентом.
- Диаметр бобышки должен приблизительно в 2,5–3 раза превышать диаметр направляющего отверстия.
- Отношение момента зачистки к моменту нарезания резьбы должно быть не менее 3-1 или около 5-1 для автоматизированного крупносерийного производства
- Направляющие отверстия должны иметь резьбовое соединение не менее чем в два раза больше диаметра винта.
- Если есть какая-либо неопределенность в отношении применимости, следует провести тестирование конкретного приложения.
Подпишитесь на нас и поставьте лайк:
Винты для пластиковых сборок - CELO
Лучшее решение для непосредственной сборки в пластик
Шурупы для пластика специально разработаны для непосредственной сборки в пластик с формованными направляющими отверстиями и являются лучшей альтернативой стандартным крепежным элементам или резьбовым вставкам. Имея узкий угол наклона (от 30º до 48º), они обеспечивают повышенное сопротивление выдергиванию и снижают риск растрескивания пластика.
Имея узкий угол наклона (от 30º до 48º), они обеспечивают повышенное сопротивление выдергиванию и снижают риск растрескивания пластика.
Благодаря уникальному сочетанию легкости, гибкости, долговечности и других внутренних свойств пластиковые материалы находят широкое применение на различных рынках. Выбор наиболее подходящего винта в соответствии с пластиковым материалом позволит использовать более тонкие бобышки, что снизит общие затраты на сборку (уменьшит использование пластика, время установки и стоимость деталей для литья под давлением).
Быстрый выбор резьбонарезных винтов для пластика
В таблице ниже приведены рекомендации по выбору используемого винта в зависимости от типа пластика. Полевые испытания определят оптимальное решение на основе геометрии отверстия, механических требований и параметров установки.
Тип пластика определяется его Модулем изгиба (модулем изгиба) :
- Ковкий пластик < 1900 МПа (< 275 571 фунт/кв.
 дюйм): REMFORM ® Винт
дюйм): REMFORM ® Винт - Средние пластмассы 1 900 - 2 999 МПа (275 571 - 434 968 фунтов на квадратный дюйм): Remform ® Винт
- Твердые пластики 3000 - 6 850 МПа (435,113 - 993,508. Твердые пластмассы > 6850 МПа (> 993 508 фунтов на кв. дюйм): REMFORM ® II HS™ или REMFORM ® II F™ винт
- Термореактивные материалы: REMFORM ® II F™ винт
- шт.: твердый пластик и толщина PCB винт
- Детали из мягкого пластика и малой толщины: винт TWINPLAST
| Type of plastic | ||||||
|---|---|---|---|---|---|---|
| Ductile | Medium | Hard | Very Hard | Thermoset | Low thickness | |
REMFORM® II HS™ | - | • | ••• | ••• | •• | - |
РЕМФОРМ® | •• | ••• | •• | • | - | - |
REMFORM® II F™ | - | - | • | •• | ••• | - |
CELOspArk® | •• | •• | - | - | - | - |
TWINPLAST | - | • | - | - | - | ••• |
IBI-ZAS | - | - | - | • | ••• | - |
PCB | - | - | • | • | - | ••• |
| - Не рекомендуется • Приемлемо | ||||||
| •• Правильно | ||||||
| •• Правильно | ||||||
| ••.
Экспертная помощь и индивидуальные решенияОптимальное винтовое решение для пластиковых материалов требует особого внимания ко всему процессу сборки. Использование стандартных саморезов часто вызывает проблемы при сборке, так как пластиковый материал может лопнуть из-за напряжения во время сборки. Мы работаем в сотрудничестве с нашими клиентами, чтобы найти лучшее решение для сборки на пластиковых материалах, анализируя типы пластика, конфигурации выступов, механические требования и параметры установки. Наши специалисты в испытательных лабораториях CELO предоставляют технические отчеты с ценными данными о возможностях винтов для конкретных применений клиентов. | ||||||