Заточить сверло по металлу своими руками
как правильно наточить сверло по металлу
Различные манипуляции с изделиями из металла, в том числе сверление, производятся не только на производстве, но и в бытовых условиях. Инструмент для работы с металлом изначально производится из материалов повышенной износостойкости, но со временем даже такие специализированные изделия требуют той или иной корректировки. В связи с этим возникает достаточно большое количество вопросов, среди которых одними из самых актуальных являются: как точить сверла по металлу, как правильно точить сверла по металлу и под каким именно углом лучше точить сверла по металлу.
Производить затачивание такого вида сверл необходимо соблюдая все технологические правила. В противном случае даже самый качественный инструмент может быть безвозвратно испорчен. Подробно о том, как правильно заточить сверло по металлу, мы расскажем в нашей статье.
СОДЕРЖАНИЕ СТАТЬИ
- Признаки затупления сверла по металлу
- Степень и виды повреждения сверла по металлу износом
- Анатомия сверла
- Основные типы сверл и особенности их заточки
- Как правильно точить сверло по металлу: подробная инструкция
- Оборудование для заточки сверла по металлу
- Чем можно заточить сверло по металлу
- Как заточить сверло по металлу: видео
- Как правильно заточить сверло по металлу: вывод
ПРИЗНАКИ ЗАТУПЛЕНИЯ СВЕРЛА ПО МЕТАЛЛУ
- Повышение шумовых проявлений;
- Значительный внезапный разогрев работающей части и тела;
- Неровность и "рваность"краев разрабатываемого отверстия;
- Необходимость увеличения физических усилий;
- Изменение состояния стружки со спиралеобразной, до крошащейся и малоразмерной;
- Повышение температуры поверхности изделия;
- Появление не характерного ранее скрежетания и треска в момент работы.
СТЕПЕНЬ И ВИДЫ ПОВРЕЖДЕНИЯ СВЕРЛА ПО МЕТАЛЛУ ИЗНОСОМ
- Изнашивание задних поверхностей.
- Изнашивание передних поверхностей.
- Изнашивание уголков.
- Изнашивание фаски.
Для более наглядного представления предстоящих манипуляций, необходимо более подробно рассмотреть устройство сверла.
АНАТОМИЯ СВЕРЛА
- Вершинный угол. Располагается посередине режущих кромок и является вершиной сверла. Показатели такого угла разнятся в зависимости от того, какой металл предстоит сверлить. Наиболее универсальным принято считать угол 118 градусов. Он целесообразен при работе с мягкими материалами, в том числе с мягким металлом. Для металлов плотных и прочных, угол составляет свыше 135 градусов.
- Задние вершины. Проходят за режущими кромками, изгибаясь и образовывая просвет, составляющий от 8 до 15 градусов для универсальных вариантов.
- Перемычка. По сути это перешеек, соединяющий две режущие части. Основной функцией перемычки является центрование сверла в момент входа в металл.

- Спиралеобразные ленты. Необходимы для снижения трения, выступают как теплоотвод и направляющая.
- Спиральные ложбины. Являются отводящими каналами для отработанного содержимого просверливаемого отверстия.
- Хвостовик. Место соединения сверла с дрелью.
Отдельными параметрами можно считать спиральный и задний углы:
- Угол спирали является величиной переменной т изменяется в зависимости от того, для какого типа металла подбирается сверло. Большие витки угла подходят для более мягких металлов, дающих длинную стружку. Малоугловые спирали целесообразны при работе с твердыми металлами и мелкой стружкой;
- Задний угол. Его размеры варьируют от 7 до 17 градусов и зависят от того, какой металл предстоит просверлить.
ОСНОВНЫЕ ТИПЫ СВЕРЛ И ОСОБЕННОСТИ ИХ ЗАТОЧКИ
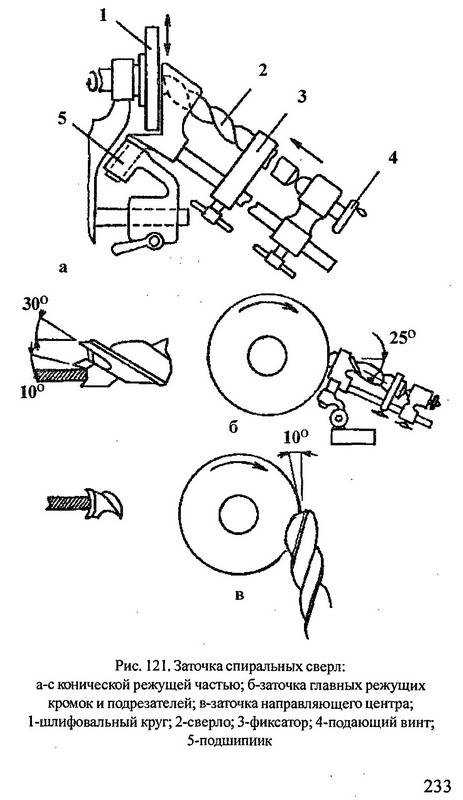
- Одноплоскостные. Данный вид сверл имеет одну плоскость на задней перьевой стенке. Угол плоскостного наклона составляет 28-30 градусов. Заточке подлежит одна рабочая плоскость.
 Сверло удерживается параллельно задней плоскости по отношению к точильному приспособлению.
Сверло удерживается параллельно задней плоскости по отношению к точильному приспособлению. - Двухплоскостные. Отличием от одноплоскостных является только наличие дополнительной плоскости.
- Конические сверла. Основным нюансом заточки является необходимость сохранения четкого конуса. Заточка производится колебательными движениями без отрыва от точильного приспособления.
КАК ПРАВИЛЬНО ТОЧИТЬ СВЕРЛО ПО МЕТАЛЛУ: ПОДРОБНАЯ ИНСТРУКЦИЯ
- Вращения абразивного элемента производятся по встречному направлению относительно затачиваемой плоскости.
- Важно выдерживать верный угол, не допуская смещения. Выбор, под каким углом точить сверла по металлу, является наиважнейшей частью всего процесса.
Стоит учитывать, что для каждого металла, угол имеет свои параметры:
- Чугун и сталь. Для этих металлов оптимально допустимым считается угол в диапазоне 116-118 градусов;
- Латунь и бронза. Угол заточки должен соответствовать 120-130 градусам;
- Медь.
 Выдерживаемый угол имеет четкие границы и равен 125 градусам;
Выдерживаемый угол имеет четкие границы и равен 125 градусам; - Алюминий. Данный металл, так же как и медь предполагает выдержанный угол в 140 градусов.
Сохранение необходимо верного угла является основным требованием, нарушение которого в процессе заточки сверла по металлу способно привести к порче изделия.
- Восстановительные манипуляции при обработке кромок производятся за один рабочий подход.
- Разогретая часть хвостовика подлежит охлаждению в момент изменения положения.
- При работе с одноплоскостными сверлами с диаметром не более 3мм, обеспечивается параллельное положение режущей кромки и плоскости точильного круга. Прижим осуществляется с сохранением заднего угла в 26-30 градусов.
- При работе с коническими изделиями, превышающими диаметр в 4 мм, важно свершать плавные движения, сохраняющие конусность формы. Категорически запрещено прекращать контакт затачиваемой поверхности сверла и точильной поверхности. Все повороты осуществляются плавно, по форме конуса и в одно касание.
 Новый цикл начинается с рабочей кромки и проходит полным поворотом с соблюдением необходимых углов.
Новый цикл начинается с рабочей кромки и проходит полным поворотом с соблюдением необходимых углов. - Необходимым условием является сохранение переднего угла, находящегося в промежутке рабочей части инструмента и основанием режущей кромки. Замер производится специальным приспособлением в основной плоскости.
- Важно так же обращать внимание на угол, расположенный в задней плоскости.
- Угол режущих кромок должен располагаться на вершине между кромками.
Замеры углов производятся шаблонами, имеющими специальные вырезы, или прибором Слепнина.
Помимо сохранения правильности углов, важным аспектом в вопросе "как правильно заточить сверло по металлу" является выдерживание правильности самой кромки. Особенно актуальным данный момент является для сверл больших диаметров, превышающих 10мм. Кроме обязательных к протачиванию поверхностей, у сверл с большим диаметром, подточке подвергается передняя поверхность. Связана такая необходимость с тем, что уменьшение угла наклона передней плоскости, приводит к расширению угла режущего ребра и уменьшению длины поперечной кромки. В связи с такими изменениями параметров, сверло не прорезает металл, а выскабливает, образуя неровности и дефекты.
В связи с такими изменениями параметров, сверло не прорезает металл, а выскабливает, образуя неровности и дефекты.
ОБОРУДОВАНИЕ ДЛЯ ЗАТОЧКИ СВЕРЛА ПО МЕТАЛЛУ
Процесс правильной заточки сверла по металлу начинается с подбора необходимого оборудования:
- Шлифовочная машинка.
- Точильный, или наждачный станок.
- Электрическая дрель.
- Напильник.
Вспомогательные средства.
- Комплект точильных кругов. Подбирается в зависимости от материала из которого изготовлено сверло.
Определение типа материала сверла:
- Быстрорежущая сталь. Такой тип сверл имеет обозначение HSS. Такие сверла изготавливаются из легированной углеродистой стали и имеют добавки вольфрама, хрома и молибдена. Быстрорежущие сверла используются для работ на высоких скоростных режимах;
- Кобальтовая сталь. Такие сверла обозначаются пометкой CO(кобальт)и обозначением, информирующем о процентном содержании кобальта. Следует учитывать, что кобальтовые сверла хоть и способны длительное время сохранять остроту даже при больших нагрузках и температурах, но отличаются хрупкостью по сравнению с быстрорежущей сталью.
 Заточка таких сверл требует наибольшей осторожности;
Заточка таких сверл требует наибольшей осторожности; - Карбид-вольфрамовые сверла. Обладают крайне высокой жесткостью и значительной хрупкостью.
Помимо материала изготовления, производители указывают какую обработку проходит сверло и каким покрытием защищено. Все эти нюансы имеют значение при подборе необходимого для затачивания инструмента. Кроме вышеперечисленного, необходимо знать под каким углом надо точить сверла по металлу. Для достижения наиболее качественного результата, будет не лишним акцентировать внимание на анатомии сверла.
- Емкость с водой. Для охлаждения чаще всего используется обычная вода. Однако, гораздо лучшую результативность в качестве охладителя показывает машинное масло.
- Фиксирующее устройство.
- Угломер.
- Средства индивидуальной защиты: очки и перчатки.
Для более наглядного представления предстоящих манипуляций, необходимо более подробно рассмотреть устройство сверла.
ЧЕМ МОЖНО ЗАТОЧИТЬ СВЕРЛО ПО МЕТАЛЛУ
Процесс затачивания сверл устроен следующим образом:
Шлифовочной машинкой (болгаркой)
Процесс затачивания проводится в несколько этапов.
- Сверло фиксируется в тисках с соблюдением угла наклона;
- На машинку устанавливается абразивный диск, подобранный в соответствии с типом сверла и его предназначением;
- Включенная машинка подносится к сверлу.
Альтернативным вариантом работы является метод, когда крепится не сверло, а собственно болгарка.
В процессе работы необходимо соблюдать меры индивидуальной защиты, так как имеется достаточно высокий риск соскальзывания сверла с точильной поверхности.
Наждачным станком
Данное устройство считается одним из самых удобных и оправданных при работе в домашних условиях. Одно из важных условий при работе с наждачным станком-верное касание кромки и точильной поверхности. Кромка должна располагаться строго параллельно.
Электрической дрелью
Дрель является альтернативой болгарки и точильного станка. Для манипуляции затачивания на нее устанавливается точильный круг. Суть действий аналогична работе с болгаркой и подразумевает два варианта фиксации: фиксируется сверло, или фиксируется сама дрель.
Нюансы работы с дрелью:
- Инструмент фиксируется в вертикальном положении;
- Точильным кругом обрабатывается задняя кромка с целью удаления последствий изнашивания;
- Производится затачивание с выведением необходимого угла, который чаще всего равен 120 градусам.
На всем протяжении затачивания кромки, которое в среднем длится около 2-х секунд за один сеанс, необходим контроль за степенью нагревания. Для упрощения процесса, можно приобрести специальную насадку, устанавливающуюся непосредственно на дрель и выступающую в роли фиксатора сверла и направляющей.
На что стоит обратить внимание во время заточки сверла по металлу:
- Подобные насадки целесообразны только при работе со сверлами не превышающими 4-10мм в диаметре;
- Сверла с серьезными повреждениями и значительным износам затачиванию таким методом не подлежат;
- Подобрать индивидуальный угол при использовании насадки не возможно. В связи с этим, если речь идет не о стандартных углах, потребуется доработка, позволяющая соблюсти необходимые угловые параметры.

Напильником (надфилем)
Затачивание напильником, или надфилем, чаще всего производится, когда речь идет о сверлах, которые невозможно заточить иными способами ввиду их малого диаметра, составляющего 4мм и менее. При обработке тонких сверл допускается стачивание слоя не превышающего 1мм. Углы придется выдерживать в стандартном развороте. В ходе работы потребуется хорошее освещение и наличие увеличивающих приспособлений.
Заточка сверла по металлу своими руками
Простейшее и достаточно удобное приспособление для затачивания сверл по металлу можно сделать самостоятельно своими руками.
Состоит данное устройство из:
- Вала;
- Сверлящего патрона;
- Транспортира-угломера;
- Направляющих роликов.
Основа, с закрепленным на ней транспортиром изготавливается из любого подручного материала, который должен быть достаточно прочным и широким.
КАК ЗАТОЧИТЬ СВЕРЛО ПО МЕТАЛЛУ: ВИДЕО
КАК ПРАВИЛЬНО ЗАТОЧИТЬ СВЕРЛО ПО МЕТАЛЛУ: ВЫВОД
Вне зависимости от того, каким инструментом производилась заточка сверла по металлу, нелишним будет проведение доводочных манипуляций. Наибольшей популярностью пользуются камни из карбида кремния с маркировкой 63с и круг, имеющий зернистость 5-6 и твердость м3-см1. Альтернативой может стать эльбор с зернистостью 6-8. Обязательна бакелитовая связка для обоих вариантов.
Соблюдение всех перечисленных нюансов и правил, позволит свести риск порчи сверла к минимуму и значительно упростит предстоящую работу, сохраняя при этом достаточно высокое качество. Стоит учитывать, что немаловажную роль играет личный опыт мастера и качество используемых приспособлений.
Заточка сверла по металлу своими руками (приспособление)
В зависимости от диаметра отверстия, материала заготовки и требуемой точности сверление может производиться один прием или производится двойное рассверливание, обычно к такому приему прибегают при необходимости получения больших диаметров отверстий. Рассверливание позволяет получить более точные параметры отверстия больших диаметров из-за более точной работы второго сверла. Для высверливания отверстий в металле применяется спиральное сверло.
Рассверливание позволяет получить более точные параметры отверстия больших диаметров из-за более точной работы второго сверла. Для высверливания отверстий в металле применяется спиральное сверло.
Устройство сверла
Рабочая часть состоит из режущих кромок, двух спиральных спинок, двух ленточек, которые связаны между собой перемычкой. Наружная поверхность инструмента образуется двумя узкими направляющими ленточками. Наружные поверхности которой образуют две спиральные канавки. По винтовым каналам, образованными спинками к режущей кромкой может подаваться охлаждающая жидкость, а также происходит удаление образующейся стружки.
Рабочая часть сверла образуется из режущих кромок, в большинстве применяемых сверел, их две. В зависимости от материала угол между режущими кромками может быть различным.
Таблица рекомендуемого угла заточки от материала заготовки.
| Угол заточки сверла | |
| Материал для сверления | Угол при вершине, град |
| Сталь чугун, твёрдая бронза | 110-120 |
| Латунь, мягкая бронза | 120-130 |
| Медь | 125 |
| Алюминий | 140 |
| Магниевые сплавы | 90 |
| Пластик, силумин | 90-100 |
| Пластмассы | 90-100 |
| Камень и другие хрупкие материалы | 140 |
Для закрепления в станке рабочего инструмента хвостовик может иметь цилиндрическую форму или коническую, которая выполняется по стандарту 1:20 и называется – конус Морзе. Конус Морзе делится на 7 типоразмеров, № 0,- № 6. Такая конструкция обеспечивает надежную центрировку и удерживание инструмента в станке. Для того чтобы обеспечить универсальность крепления применяются переходные втулки под разный типоразмер конуса.
Конус Морзе делится на 7 типоразмеров, № 0,- № 6. Такая конструкция обеспечивает надежную центрировку и удерживание инструмента в станке. Для того чтобы обеспечить универсальность крепления применяются переходные втулки под разный типоразмер конуса.
Таблица типоразмеров Конуса Морзе
| Обозначение, № Конуса Морзе | Конусность | Угол конуса | Угол уклона конуса |
| 0 | 1:19,212=0,0521 | 2 °58′ | 1 ° 29 ‘ |
| 1 | 1:20,047=0,0499 | 2 °51′ | 1 ° 25 ‘ |
| 2 | 1:20,020=0,0499 | 2 ° 51′ | 1 °25 ‘ |
| 3 | 1:19,922=0,0502 | 2 ° 52 ‘ | 1 ° 26 ‘ |
| 4 | 1:19,254=0,0519 | 2 °58 ‘ | 1 ° 29 ‘ |
| 5 | 1:19,002=0,0526 | 3 ° 00 ‘ | 1 ° 30 ‘ |
| 6 | 1:19,180=0,0521 | 2 ° 59 ‘ | 1 ° 29 ‘ |
Основные виды несоответствий, приводящие к отклонениям от заданных норм при высверливании отверстий:
1. Отклонение оси отверстия от заданного направления – причина: неправильная заточка сверла, применение более длинной рабочей части чем необходимо по заданным условиями.
2. Увеличение диаметра отверстия от заданного – причина: неправильная заточка, одна кромка режущей поверхности больше другой, не одинаковые углы 2 φ, биение шпинделя станка.
3. Превышение допустимой шероховатости обрабатываемой поверхности – причина: затупление сверла.
4. Перегрев сверла – причина: затупление сверла, повышенная подача или забитие канавок стружкой, наличие раковин или твердых включений в материале заготовки.
Если проанализировать причины брака при производстве отверстий в заготовках, то на первое место выходят две причины – это неправильная заточка и соблюдение режимов сверления.
Режимы сверления стали
Что касается режимов сверления, основным критерием является соблюдение подачи при работе.
Подачей при сверлении называется расстояние пройденное инструментом за один оборот. Для сверла с двумя режущими кромками диаметром от 6 до 25 мм это значении принимается равным для углеродистой стали от 0, 05 до 0,35 мм на один оборот при скорости резания углеродистой стали от 20 до 40 м. в мин. Для ориентации ниже приведена таблица зависимости диаметра от оборотов шпинделя станка. (Рис.2)
Для сверла с двумя режущими кромками диаметром от 6 до 25 мм это значении принимается равным для углеродистой стали от 0, 05 до 0,35 мм на один оборот при скорости резания углеродистой стали от 20 до 40 м. в мин. Для ориентации ниже приведена таблица зависимости диаметра от оборотов шпинделя станка. (Рис.2)
Таблица рекомендуемой зависимости оборотов шпинделя станка от диаметра сверла при резании не углеродистой нелегированной стали.
Рис.2Заточка сверла
Ручная заточка
Ручная заточка обычно происходит на обдирочно – заточных станках, проще говоря – точилах. Эти аппараты бывают разных типоразмеров от больших промышленных до бытовых небольших и имеют спаренный блок из 2 наждачных кругов. Камни различаются друг от друга размером зерен, как правило один из кругов из электрокорунда – материала предназначен для обработки стальных заготовок, в том числе для заточки сверл. На стандартных заточных станках устанавливаются прямоугольные круги, которые имеют следующие элементы: две торцевые части, периферийное поверхность, два ребра.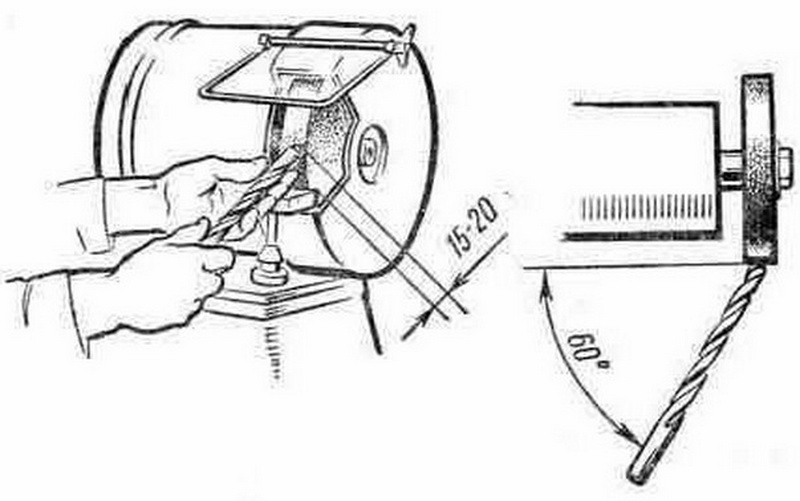 Периферийная поверхность является главной для обработки, а торцы и ребра носят вспомогательную функцию.
Периферийная поверхность является главной для обработки, а торцы и ребра носят вспомогательную функцию.
Согласно руководство по эксплуатации техническому обслуживанию и ремонту на заточных станках имеются горизонтальные подручники (упоры, столики) которые располагаются строго перпендикулярно плоскости вращения круга. Зазор между подручником и абразивным кругом должен составлять не более 1 мм. Главная периферийная поверхность наждачного круга должна быть ровной, без впадин и выпуклостей. Для придания правильного размера торца (правки) поверхности используются державки с резцовой вставкой из эльбора – этот способ является простым и эффективным. В отдельных случаях вставку с эльбором можно держать в пасссатижах. Пример обработки круга показан на (Рис. 3)
Рис.3 Правка торца наждачного круга эльборовым резцом.При заточке обрабатываются режущие кромки задней поверхности, перемычка.
Режущая кромка образуется схождением канавки и задней поверхности или как ее еще называют затылком, именно задняя поверхность обрабатывается на точильном станке для придания режущей кромке остроты и нужной и геометрии. Криволинейная форма задней поверхности и занижение относительно горизонтали нужно для того чтобы режущая кромка была впереди всех точек задней поверхности. Это нужно чтобы ей ничто не мешало врезаться в материал.
Криволинейная форма задней поверхности и занижение относительно горизонтали нужно для того чтобы режущая кромка была впереди всех точек задней поверхности. Это нужно чтобы ей ничто не мешало врезаться в материал.
Наклон режущей кромки можно проконтролировать специальным шаблоном приставив его к середине сверла, если специального шаблона нет, его легко вырезать из любого листового металла или жести, таким образом упрощается контроль за главным параметром сверла – углом, образованным режущими кромками, или его еще называют углом при вершине. Он имеет различные значения и могут доходить до 120 °.
Еще можно ориентироваться на угол между режущей кромкой и осью сверла. Для контроля параметра шаблон прикладывается к боковой поверхности и затылочной части. Здесь должна быть половина угла, то есть – 60 °.
Ещё один очень важный параметр при заточке — это симметричность, проще говоря, кромки должны быть одинаковыми по длине и углу наклона.
Рис 4. Замер шаблоном угла заточкиПравильное расположение руки при удержании сверла
для того чтобы правильно сориентировать положение сверла относительно торцевой поверхности круга на подручнике наносится маркером черту с наклоном 60°.
Это черта будет служить ориентиром для положения тела сверла. Инструмент ложится боковой поверхностью на указательный палец или пальцы ладони, которые опираются на подручника, сверху сверло прижимается большим пальцем, вторая рука держит сверло за хвостовик и управляет его движением вверх-вниз, а также фиксацией в нужном положении.
В режиме заточки участвуют обе руки, наклон хвостовика допустим, когда он будет ниже режущей кромки, а не наоборот.
Рис 5 . Удержание сверла при заточке
Сверло ориентируется так чтобы режущая кромка было горизонтально торцу кругам и очень важно чтобы при заточке торцевой поверхности сверла режущая кромка сохраняла горизонтальное положение относительно поверхности точильного камня при снятии металла с задней поверхности.
Если посмотреть сбоку на положение круга и сверла, то видно, что радиус круга уже готов предать задней поверхности наклон, чем меньше диаметр круга тем наклон больше.
Движение сверла при заточке следующие:
- Аккуратно подводится режущая кромка до касания с абразивом и легко прижимается, после чего сразу начинается движение хвостовика, вниз не ослабляя нажима до конца прохождения;
- Далее следует незначительные отвод сверла для его поворота на 180 °для заточки второй кромки Режущая кромка как в первом случае выставляется горизонтально, задняя поверхность обрабатывается аналогично как в первом случае, важно следить за чтобы все действия были одинаковы;
- Если же необходимо одну режущую кромку сточить больше чем другую, тогда несколько раз не меняя положение кромки делается необходимое количество обточек.

Для людей владеющий левой рукой лучше чем правый возможна смена рук с соблюдением всех правил.
Заточные станки «Энкор»
Модельный ряд заточных станков «Энкор» разнообразна. Диапазон мощности от 0,2 до 2,5 КВт и современные разработки позволяют использовать приборы в быту и в производственных мастерских.
Основное назначение данного прибора – это обработка инструмента, заточка сверл, уборка заусенец, снятие фасок. Линейки заточных станков «Энкор» выпускаются двух серий, первая – бытовая – предназначена для не частого использования в быту, и вторая – « Эксперт» для работы в профессиональном направлении для производственных мастерских.
Изделия «Энкор» отличаются высокой надежностью, в них применены пыле-влаго защищенные однофазные асинхронные двигатели, которые рассчитаны на долгое время работы без перегрева. Высококачественные подшипники, высокая точность изготовления валов и литой корпус делают конструкцию надежной, что позволило значительно повысить КПД машины.
Высококачественные подшипники, высокая точность изготовления валов и литой корпус делают конструкцию надежной, что позволило значительно повысить КПД машины.
Чугунное основание делает аппарат очень устойчивым. Литой корпус придает станку жесткость. Размеры заточных кругов варьируется от 125 до 250 мм. Благодаря широкой линейке изделий заточных станков «Энкор» можно выбрать изделие для выполнения точных операций и черновых работ. Быстрая смена наждачных кругов разной зернистости в совокупности с высокими оборотами двигателя превращает каждый станок в универсальный инструмент, который способен выполнять широкий спектр задач.
В комплектации заточного станка поставляется: Круги различные зернистости, регулируемые упоры, защитные кожуха, защитные экраны. Некоторые модели комплектуются увеличительным стеклом.
Универсальное приспособление для заточки из обычной гайки
А если необходимо заточить сверло без заточного станка?
Предлагаем сделать приспособление буквально за несколько минут из обычной гайки, сверло будет точиться при помощи болгарки быстро и точно.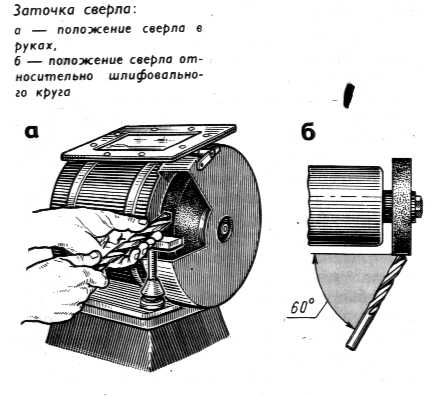
Для приспособления подойдет гайка от М26 и больше.
Этапы изготовления (смотрим по этому поводу видио) :
- зажимаем гайку в тиски и по граням делаем пропилы болгаркой
- напильником убираем заусенцы с пропило
- выравниваем неровности граней гайки, обточив их напильником.
Выточки от 2 до 4 мм одинаковые для каждой грани.
Рабочий диаметр можно затачивать в таком приспособлении от 2 до 10 мм.
Вставить инструмент в направляющие пропилы и зажать хвостовик вместе с гайкой в тиски, выдвинув наконечник инструмента над гранью гайки не более 5 мм.
Далее болгаркой затачивается выступающую часть ориентируясь на наклон граней гайки.
Проверка угла заточки проводится шаблоном из приваренных между собой гайками, прислонив заточенную часть между ними, ориентируясь на полученный угол 120 ° . При использовании для заточки с подобным приспособлением станок, то гайка с инструментом зажимается в обычную струбцину.
Усовершенствование приспособления
Но если не хочется заморачиваться струбциной можно усовершенствовать приспособление сделав в гайке до половины треугольный пропил и зажать инструмент сверху болтом вкручивая его в приваренную гайку меньшим диаметром.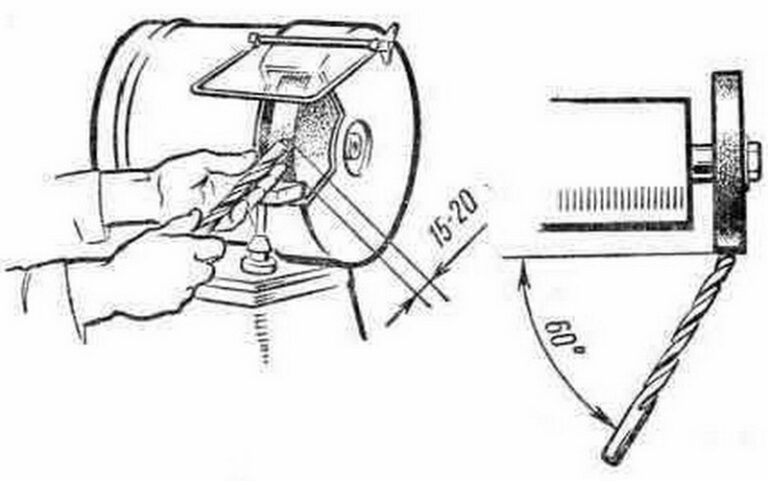
Станок для заточки спиральных сверл
Заточка свела на специальных станках
Partner PP-13
Линейка станков Partner PP-13D; PP-13С; PP-13U основным различием является комплектация, все станки комплектуются цанговыми держателем кроме модели РР-13U. Эта модель комплектуется шестикулачковым прецизионным патроном
На всех станках применяется диски CBN-200. Диск для заточки затыловочной части из твердосплавных сплавов приобретается отдельно, все диски универсальные подходят ко всей линейке.
Станок PP-13С предназначен для заточки инструмента от 2 до 13 мм с углом заточки от 90 до 135 °. Скорость вращения диска 5200 оборотов в мин., мощность 180 Вт. Питание с от сети переменного тока 220 В. Вес 10 кг.
Модель комплектуется цанговыми держателями в количестве 11 штук. В станке предусмотрено 3 вида обработки: по задней поверхности подреза хвостовика, заточка инструмента происходит по задней поверхности с затыловкой и подточкой поперечной режущей кромки.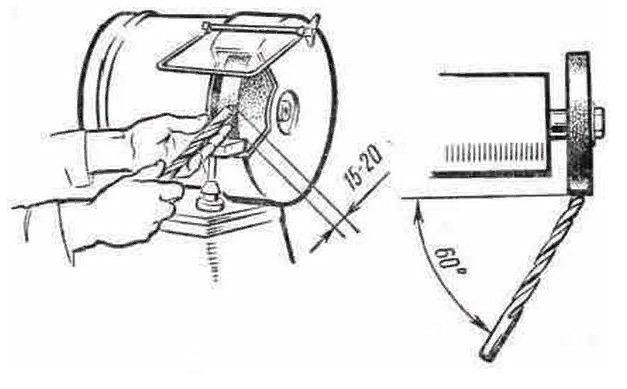
Для заточки выбирается цанга соответствующая диаметру рабочей части и устанавливается в патрон. Регулятором, находящимся на верхней панели прибора, устанавливается диаметр рабочей части инструмента.
Затем собранная заготовка вставляется в отверстие для затоки режущей кромки и происходит заточка. Обрабатывается сначала одна кромка затем вторая.
Станок Patner PP-13С предназначен для заточки спиральных сверл по металлу диапазоном от 2 мм до 13 мм с правой спиралью и двумя стружкоотводящими канавками.
Данные станки очень просты в эксплуатации, навык в работе приобретается очень быстро в течение 15 минут после пробной заточки. Точность заточки составляет две сотые миллиметра. Для твердосплавных напаек диск SDC – 200 приобретается отдельно.
Дополнительные технические характеристики:
- Габариты – 320×180×190 мм;
- Вес – 10 кг.
- Комплектация:
- Набор цанг от 3 мм до 13 мм; Держатель для цанг; Диск CBN для быстрорежущей стали; Шестигранники.
- В руководстве по эксплуатации более подробно описано устройство техническое обслуживание и ремонт.
- Дополнительно: Диск SDC-200 для твердого сплава.
| Внимание покупателей подшипников Уважаемые покупатели, отправляйте ваши вопросы и заявки по приобретению подшипников и комплектующих на почту или звоните сейчас: +7(499)403 39 91
Доставка подшипников по РФ и зарубежью. Каталог подшипников на сайте themechanic.
|
 ru
ruВнимание покупателей подшипников
Уважаемые покупатели, отправляйте ваши вопросы и заявки по приобретению подшипников и комплектующих на почту или звоните сейчас:
+7 (495) 128 22 34
[email protected]
Доставка подшипников по РФ и зарубежью.
Каталог подшипников на сайте
themechanic.ru
Внимание покупателей подшипников
Уважаемые покупатели, отправляйте ваши вопросы и заявки по приобретению подшипников и комплектующих на почту или звоните сейчас:
+7 (495) 128 22 34
[email protected]
Доставка подшипников по РФ и зарубежью.
Каталог подшипников на сайте
themechanic.ru
Методы заточки кобальтовых сверл
24 мая 2021 г. 1 Комментарий
Сверла с кобальтом — лучший вариант для самых прочных материалов для индивидуального стального проекта. Они сделаны из небольшого процента кобальта, сплавленного с горячей обработкой стали; эти долота, естественно, более прочные и более термостойкие, чем обычные сверла, из-за примеси кобальта. Некоторые кобальтовые сверла могут даже выдерживать температуру до 1100 градусов по Фаренгейту.
Они сделаны из небольшого процента кобальта, сплавленного с горячей обработкой стали; эти долота, естественно, более прочные и более термостойкие, чем обычные сверла, из-за примеси кобальта. Некоторые кобальтовые сверла могут даже выдерживать температуру до 1100 градусов по Фаренгейту.
Было бы лучше, если бы у вас было остроконечное сверло из кобальта, чтобы легче формировать вырез и, следовательно, отверстия были идеальными. В зависимости от задачи и от того, сверлите ли вы дерево, сталь, железо или титан, сверла доступны в различных размерах и углах заточки. Кобальтовые сверла обладают высокой термостойкостью, что делает их идеальными для многократного использования. Но через короткое время передняя кромка становится тупой и требует заточки. Если у вас есть шлифовальный станок, вы сможете заточить насадки самостоятельно.
Зачем нужно точить сверла?
Как и сменный автомобиль, буровое долото начинает изнашиваться в ту же минуту, когда вы начинаете им пользоваться. В отличие от сменной машины, восстановить первоначальную остроту сверла относительно легко.
В отличие от сменной машины, восстановить первоначальную остроту сверла относительно легко.
Если вам интересно, зачем затачивать сверла вместо того, чтобы оставить их или заменить, вот несколько причин.
Снижает риск получения травм: На профессиональных кухнях есть пословица: Тупые ножи режут пальцы. Эквивалент действительно сверла — чем они тупее, тем больше вероятность травм.
Снижает вероятность того, что сверло сломается: Сломанное сверло может быстро превратиться в снаряд, если оно сломается в середине сверления. Это также пустая трата времени, так как вам приходится ездить и покупать новые биты.
Защищает вашу дрель: Ваши пальцы, глаза и лицо — не единственные вещи, которые могут быть повреждены тупым сверлом. Чем легче сверло, тем тяжелее будет работать дрель, что может вызвать нагрузку на двигатель.
Экономичность: Зачастую дешевле заточить уже имеющиеся биты, чем покупать новые.
Обеспечивает чистый срез: Острые сверла готовы к аккуратному проходу материала. Когда сверла затупляются, они, как правило, зацепляются за предметы, в которые сверлят, что может сделать ваш законченный проект менее аккуратным.
Когда сверла затупляются, они, как правило, зацепляются за предметы, в которые сверлят, что может сделать ваш законченный проект менее аккуратным.
Методы заточки кобальтовых сверл
Ниже приведены шаги по заточке кобальтовых сверл.
ШАГ 1
Изучите свои тупые детали. Ваша цель состоит в том, чтобы избавиться от достаточного количества металла, чтобы получить острое лезвие. Многие настольные шлифовальные машины имеют два шлифовальных круга, один грубый и один тонкий. Если биты повреждены, начните с грубого колеса и переключитесь на более тонкое позже в процессе; если ваши биты не выглядят жалко, начните с более мелкого наждака.
ШАГ 2
Наденьте защитные очки и включите шлифовальный станок. Крепко возьмитесь за сверло и держите переднюю кромку точно параллельно передней части наждачного круга. Медленно и осторожно перемещайте биту, пока она не коснется колеса. не поворачивайте и не вращайте его; держите его прямо и держите под первым заводским углом 60 градусов.
ШАГ 3
Держите биту под этим углом к колесу не более четырех-пяти секунд. Помните: ваша цель — быстро отшлифовать тусклую поверхность, а не повредить сверло. Специализируйтесь на шлифовке пятки биты, где кончик встречается с изогнутым стержнем, а не с краем, для достижения идеального угла. Если кривая недостаточно крутая, буровое долото не будет плавным.
Подробнее: Что такое сверло Jobber?
ШАГ 4
Сделайте паузу после 4-5 секунд заточки и опустите сверло в питьевую воду, чтобы охладить металл. Невыполнение этого требования приведет к тому, что буровое долото станет слишком горячим, чтобы его можно было носить, и даже быстрее повлияет на металл, что сократит практический срок службы долота. Как только сверло станет прохладным на ощупь, осмотрите его, чтобы убедиться, что оно точно заточено на той стороне, с которой вы только работали.
ЭТАП 5
Когда цель будет достигнута с первичной стороны, поверните сверло на 180 градусов и используйте аналогичный процесс шлифовки и охлаждения для другой стороны наконечника.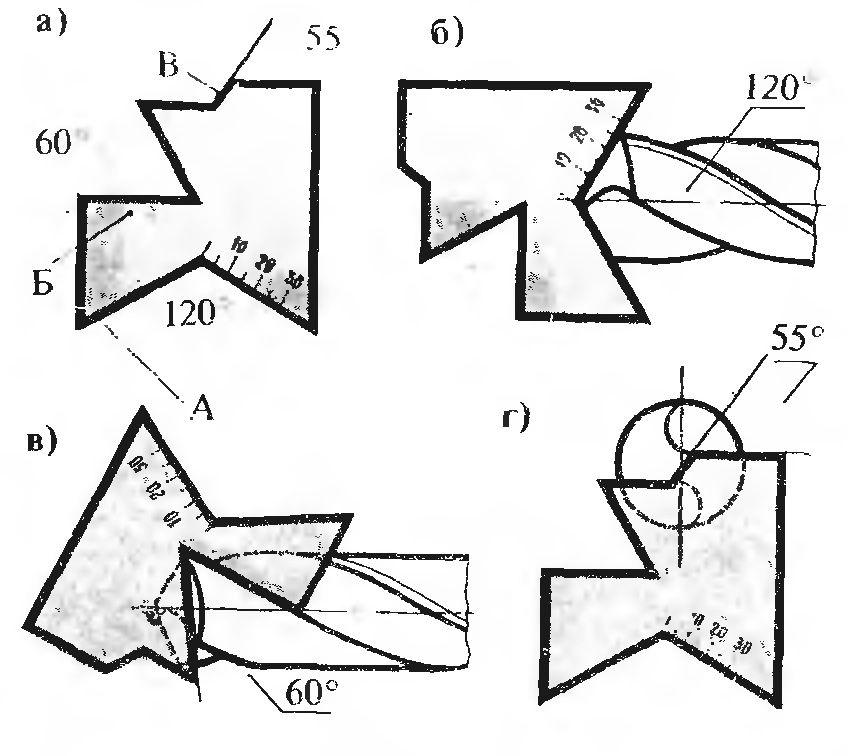 Стремитесь к этому углу в 60 градусов, а наклон и вершина, которые имеют эквивалентную ширину с каждой стороны сверла, позволяют инструменту сверлить прямые отверстия. Некоторые люди предпочитают затачивать со всех сторон, чтобы обеспечить одинаковую заточку, держа сверло в доминирующей руке и переворачивая его на 180 градусов через каждые несколько секунд заточки.
Стремитесь к этому углу в 60 градусов, а наклон и вершина, которые имеют эквивалентную ширину с каждой стороны сверла, позволяют инструменту сверлить прямые отверстия. Некоторые люди предпочитают затачивать со всех сторон, чтобы обеспечить одинаковую заточку, держа сверло в доминирующей руке и переворачивая его на 180 градусов через каждые несколько секунд заточки.
ШАГ 6
После того, как кончик сверла соприкоснется во время тонкой заточки, и обе кромки острые и, следовательно, одинаковой ширины, дайте сверло испытательный пуск. Держите наконечник перпендикулярно куску дерева и поверните сверло рукой. Даже при таком небольшом давлении хорошо заточенное сверло должно создать начало отверстия. Если нет, пересмотрите свой наконечник и вернитесь к наждачному кругу. Опять же, намеренно стремитесь к этому идеальному уклону в 60 градусов с одинаковой шириной с обеих сторон. Не расстраивайтесь, если вы несколько раз сядете за руль — это часть тренировочной кривой.
ШАГ 7
Как только вы будете уверены в остроте сверла, вставьте его в дрель, возьмите обрезки дерева и начните сверлить. Он должен «вгрызаться» в древесину непосредственно с минимальным давлением, и, как только вы вытащите сверло из дерева, он должен выбрасывать древесную стружку, потому что она выходит.
Он должен «вгрызаться» в древесину непосредственно с минимальным давлением, и, как только вы вытащите сверло из дерева, он должен выбрасывать древесную стружку, потому что она выходит.
1 Отзыв
Оставить отзыв
Как правильно заточить сверло в домашних условиях + Видео и Фото
Не требует особых доказательств, что сверло теряет остроту в процессе эксплуатации, то есть, проще говоря, оно скучно. Тупое сверло не вызывает беспокойства, пока оно не понадобится. Потом вдруг оказывается, что работать изношенным или затупившимся сверлом невозможно. Остается только сожалеть, что вовремя не восстановили геометрию и размер сверла. Эта статья расскажет вам, как заточить спиральное сверло, а также твердое сверло для сверления бетона.
Содержимое:
- Как заточить спиральное сверло
- Видео: Ручная заточка спиральных сверл. Часть 1.
- Видео: Заточка спиральных сверл. Часть 2.
- Видео: Втачивание резинки перемычки.
 Деталь - 3.
Деталь - 3. - Видео: Заточка сверл - применение.
- Как заточить паяльное сверло
- Видео: Заточка сверл под перфоратор. Часть 1.
- Видео: Заточка сверл под перфоратор. Часть 2.
Как заточить спиральное сверло
Вам не нужно беспокоиться о заточке сверла по дереву; такой дрелью можно работать долгие месяцы и даже годы без какой-либо заточки. К сожалению, этого нельзя сказать о сверле по металлу, которое обязательно должно быть острым. То есть сверлить металл можно исключительно острым, хорошо заточенным сверлом.
Резкий скрип в начале сверления характерен для потери остроты сверла. Не заточенное вовремя сверло выделяет больше тепла и поэтому изнашивается еще быстрее, чем острое.
Заточить сверло можно на специальных станках или с помощью инструментов. Естественно, если есть возможность, предпочтительнее делать это на специальном оборудовании. Но в домашней мастерской таких станков, как правило, нет, поэтому приходится использовать обычную электрическую камнешлифовальную машинку.
Основные компоненты спирального сверла.
Итак, рассмотрим, как заточить сверло по металлу? Вид заточки зависит от формы, которую необходимо придать задней поверхности сверла, и может быть одноплоскостной, двухплоскостной, конической, цилиндрической и винтовой.
Заточка сверла производится по задним граням. Оба зуба (перья) сверла должны быть заточены абсолютно одинаково. Вручную это сделать не просто. Также непросто вручную поддерживать желаемую форму задней грани и желаемый задний угол.
1. Одноплоскостная заточка сверла отличается тем, что задняя поверхность пера выполнена в виде одной плоскости. Задний угол при этом колеблется в пределах 28-30°. Сверло просто крепится к кругу, так что режущая часть проходит параллельно кругу и без вращения, без перемещения сверла производится заточка. При такой заточке во время сверления режущие кромки сверла могут скалываться, что является недостатком данного способа заточки. Это самый простой способ ручной заточки, который можно использовать для тонких сверл диаметром до 3 мм.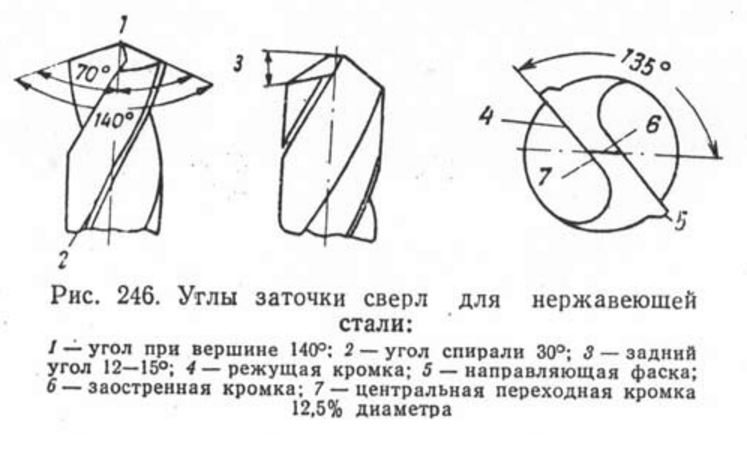
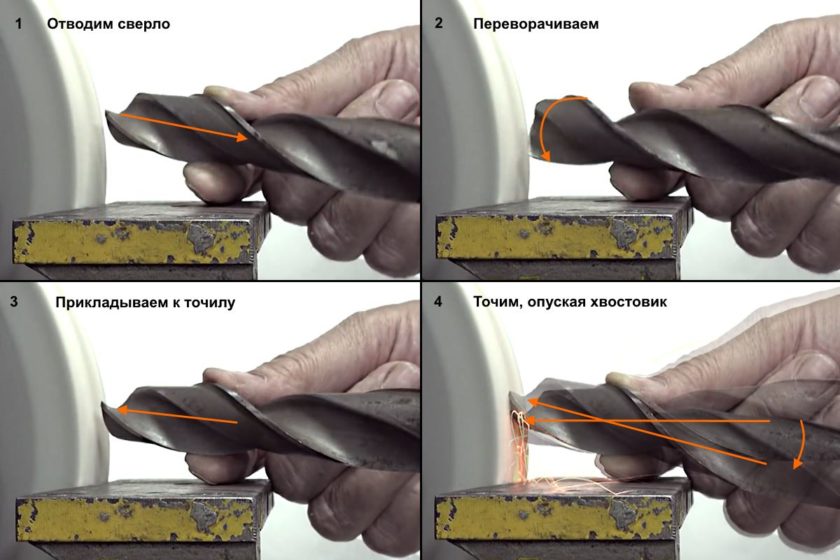
2. Сверла диаметром более 3 мм желательно затачивать конически. Вручную без навыков такая заточка затруднительна, но возможна. Бур берут левой рукой за рабочую часть как можно ближе к заборному конусу, а правой рукой за хвост. Сверло прижимается к торцу точильного бруска режущей кромкой и поверхностью задней части, а правой рукой слегка покачивается, создавая коническую поверхность на задней грани пера. Во время заточки сверло не отрывается от камня, движения рук медленные и плавные. Для второй ручки все повторяется точно так же.
Поднесите сверло режущей кромкой к шлифовальному кругу.
Качаем дрель вниз, а потом снова вверх.
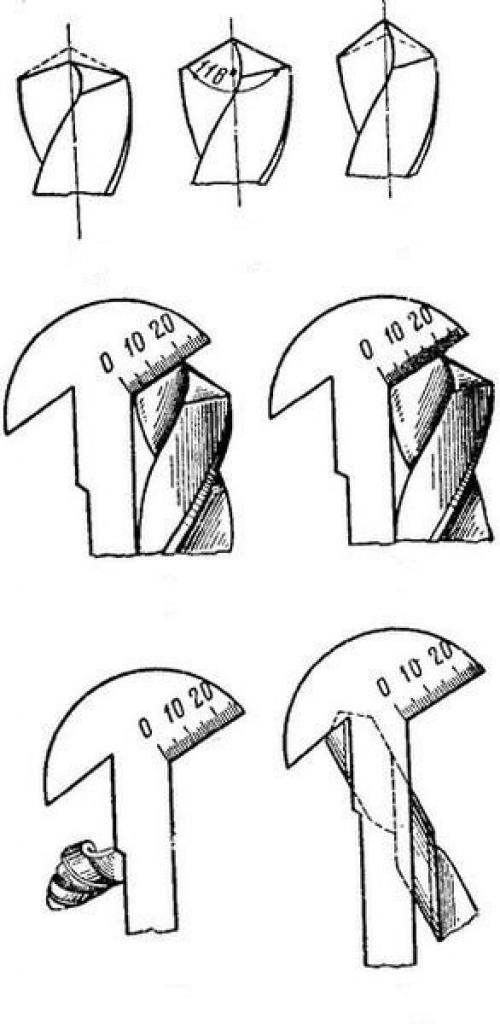
При заточке нужно стараться максимально сохранить первоначальную форму заводской поверхности тыла, чтобы сохранить необходимые задние углы. Если заточка сделана правильно, то на сверлах диаметром до 10 мм вполне достаточно. При диаметрах свыше 10 мм эту заточку можно улучшить шлифовкой лицевой поверхности, как показано на фото:
Отшлифовать лицевую поверхность.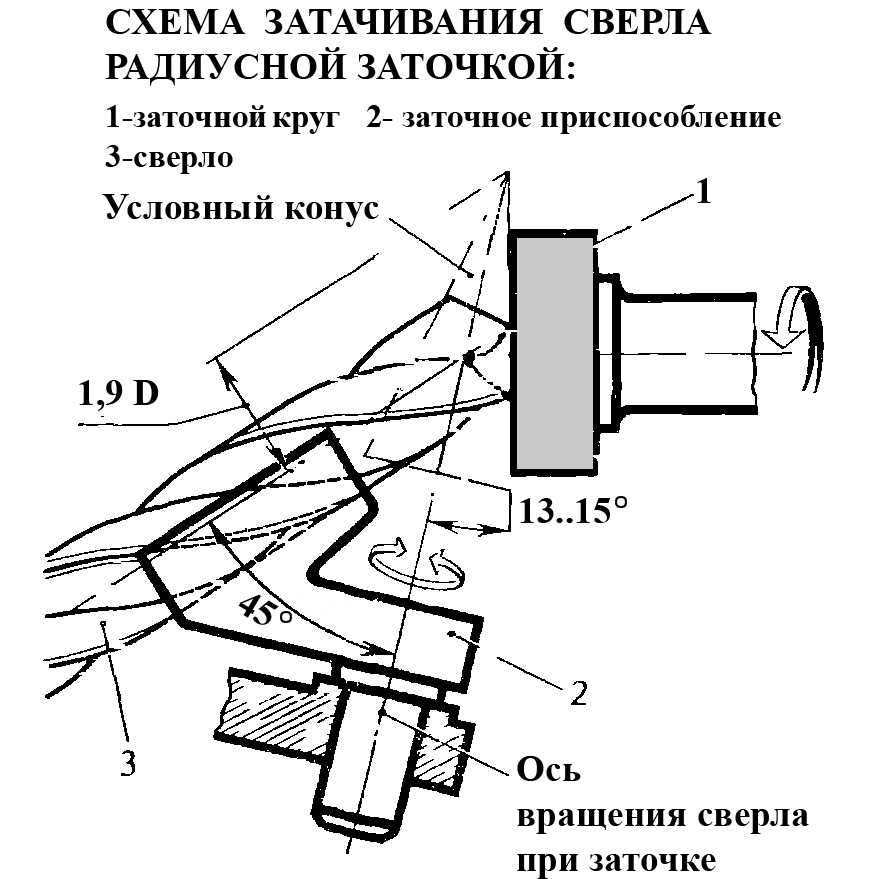
Какой смысл подрыва? За счет уменьшения переднего угла и увеличения угла режущей кромки повышается устойчивость к выкрашиванию, что увеличивает ресурс сверла. Кроме того, ширина поперечного края становится меньше. Поперечная кромка не просверливает, а царапает металл в центральной части отверстия. На втором рисунке хорошо видно, что здесь он укорочен, что облегчает сверление.
Для сверл с выбранным малым задним углом можно дополнительно заточить заднюю поверхность. В этом случае сверло менее чем на треть входит в просверленное отверстие с тыльной поверхностью. См. фото:
Отшлифовать заднюю поверхность.
В производственных условиях после заточки, как правило, производится доводка, которая выравнивает поверхность, удаляя мелкие насечки. Сверло, на котором производится доводка, изнашивается меньше, чем просто заточенное сверло. Если возможно, следует провести тонкую настройку.
Для отделки необходимо использовать шлифовальные круглые камни из зеленого карбида кремния (марка 63С, зернистость 5-6, твердость М3-СМ1) на бакелитовой связке, а также круги из эльбо ЛО (зернистость 6- 8) на бакелитовой связке.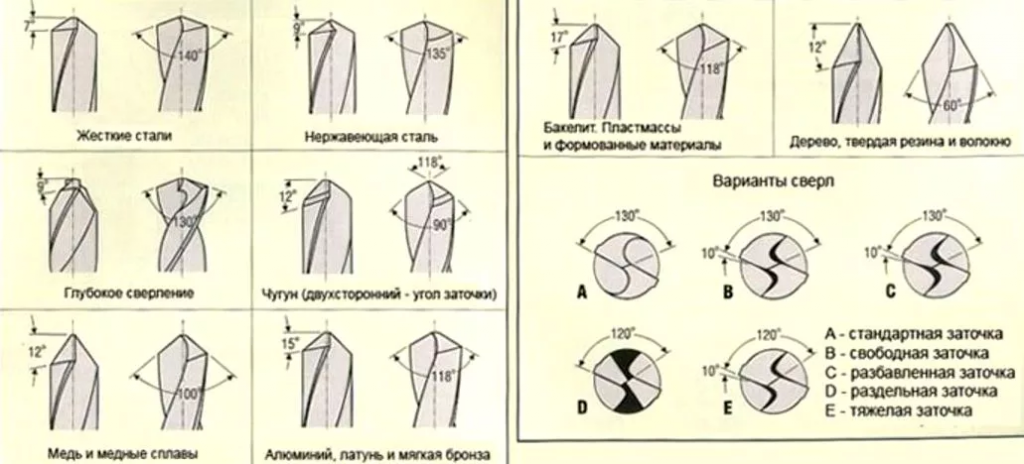
Ниже представляем вашему вниманию отличную подборку обучающих видео, посмотрев которые вы точно сможете заточить свои сверла.
Видео: Ручная заточка спиральных сверл. Часть 1.
Видео: Заточка спиральных сверл. Часть 2.
Видео: Втачивание ребер перемычек. Часть - 3.
Видео: Заточка сверл - применение.
Как заточить паяльное сверло
Сверло также может затупиться. Тупое сверло перегревается во время работы, плохо сверлит и издает сильный визжащий звук. Конечно, можно поменять сверло, купив новое, но лучше сохранить и заточить его своими руками. Для этого вам понадобится точильный станок (электрическая точилка) с алмазным камнем и охлаждающей жидкостью. Обычный наждак для заточки сверла от вин не подходит. Перед тем, как приступить к заточке, убедитесь, что это в принципе возможно. Для этого измерьте высоту режущей части сверла. При высоте режущей части сверла, т.е. напайки около 10 мм, возможна заточка.
Для этого вам понадобится точильный станок (электрическая точилка) с алмазным камнем и охлаждающей жидкостью. Обычный наждак для заточки сверла от вин не подходит. Перед тем, как приступить к заточке, убедитесь, что это в принципе возможно. Для этого измерьте высоту режущей части сверла. При высоте режущей части сверла, т.е. напайки около 10 мм, возможна заточка.
Не забывайте: чем тверже материал, тем ниже должна быть скорость заточки. Угловая скорость (число оборотов вращения камня) при заточке корончатого сверла должна уменьшаться независимо от того, какой инструмент используется для заточки.
Заточка сверла осуществляется короткими касаниями сверла по наждачному камню. Сверло затачивается быстро, как правило, нужно лишь немного подправить там притертые кромки, поэтому следует внимательно следить за процессом, чтобы не срезать лишнее с рабочей поверхности сверла.
Сверла с напайками рекомендуется затачивать аналогично простым сверлам малого диаметра, т.е. затачивать заднюю поверхность плоско.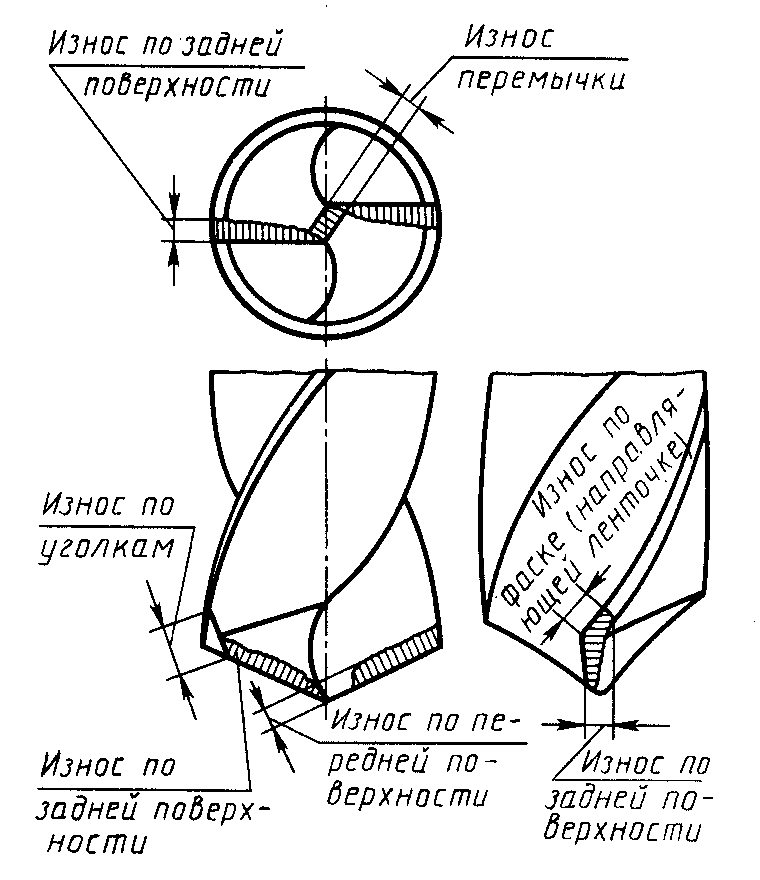 При этом заднюю поверхность следует заточить, как показано на фото, затачивая сверло до момента его пайки:
При этом заднюю поверхность следует заточить, как показано на фото, затачивая сверло до момента его пайки:
Заточенное сверло под припой.
Лицевую поверхность желательно отшлифовать. Если припой уже заточен до самого сверла, то просто подрезкой не обойтись, так как мягкий металл идет на режущую кромку со стороны лицевой поверхности. Лицевая поверхность одновременно затачивается так, чтобы толщина центра припоя становилась меньше.
Шлифовка с лицевой поверхности.
Затачивая сверло, старайтесь быть точным и внимательно следите за тем, чтобы его режущие стороны были одинакового размера. Если этого добиться не удастся, то смещенный центр позвоночника обязательно приведет к тому, что отверстие сверления будет увеличенным и неровным. Независимо от устройства, на котором производится заточка, необходимо контролировать соотношение переднего и заднего углов режущей кромки по направлению вращения. Еще одно правило, которого необходимо придерживаться, чтобы правильно заточить сверло по бетону: чем тверже материал, тем больше угол заточки.